精品文献
电熔管件焊接时间
 一种电熔管件焊接电热丝包覆模头装置
一种电熔管件焊接电热丝包覆模头装置
一种电熔管件焊接电热丝包覆模头装置
本实用新型公开了一种电熔管件焊接电热丝包覆模头装置,包括模头主体、前嵌件、后嵌件和注射头,模头主体设置有互通的前安装孔、后安装孔和流体注入孔,前嵌件固定安装在前安装孔处,后嵌件固定安装在后安装孔处,前嵌件设置有进线孔,后嵌件设置有出线孔,进线孔正对出线孔,注射头的一端与流体注入孔对接,注射头的另一端与塑料挤出机的塑料挤出口对接。本实用
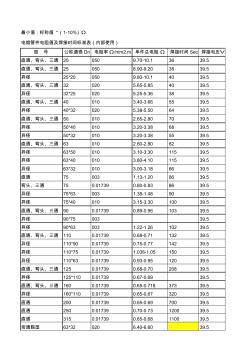
电熔管件时间表
型 号 公称通径 Dn 电阻率Ω/mm2.m 单件总电阻 Ω 焊接时间 Sec 焊接电压V 直通、弯头、三通 20 050 9.70-10.1 36 39.5 直通、弯头、三通 25 050 8.90-9.20 38 39.5 异径 25*20 050 9.80-10.1 40 39.5 直通、弯头、三通 32 020 5.65-5.85 40 39.5 异径 32*25 020 5.25-5.36 38 39.5 直通、弯头、三通 40 010 3.40-3.66 55 39.5 异径 40*32 020 5.38-5.50 64 39.5 直通、弯头、三通 50 010 2.65-2.80 70 39.5 异径 50*40 010 3.20-3.38 68 39.5 异径 50*32 010 3.20-3.38 55 39.5 直通、弯头、三通 63 010 2.60-2.80 82