精品文献
单元板块质量控制
单元板块加工工艺流程
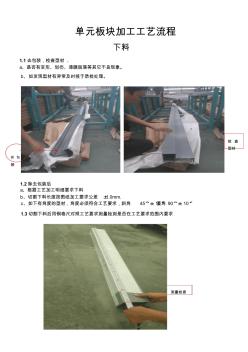
单元板块加工工艺流程 下料 1.1 去包装,检查型材 . a、是否有变形、划伤、漆膜脱落等其它不良现象。 b、如发现型材有异常及时报于质检处理。 检 查 型材 拆 包 装 1.2 除去包装后 a、根据工艺加工明细要求下料 b、切割下料长度按图纸加工要求公差 ±1.0mm. c、如下有角度的型材,角度必须符合工艺要求,斜角 45°± 10′直角 90°± 10′ 1.3切割下料后用钢卷尺对照工艺要求测量检测是否在工艺要求范围内要求 测量检查 1.4 经检查符合工艺要求后,摆放到相应的工具车上 。 a、摆放时注意产品方向,要轻拿轻放,防止划伤,碰撞。 b、所有下料产品摆放整齐后用气管吹净产品内的铝屑和杂物。并标识清楚产品的规格 /型号、 数量及产品状态。 摆放整齐、 吹铝屑 数控加工 1.1 加工立柱、横梁 a、按工艺要求要数控加工中心的计算机内输入对应的加工工艺参数。 数控加工中心 输
单元板块安装技术交底
单元板块安装技术交底 1、转接件安装时所使用的“ T”螺栓的“ T”头必须到位,不得 脱开埋件槽口。 2、固定转接件的方垫片的焊接时,焊缝要饱满、均匀、不得有 夹渣咬边等现象,焊缝要美观。 3、安装单元之前必须认真检查到场单元板块,具体注意事项见 2006年 4月 4日《单元板块进场检查分项》此外还要注意以下事项: ① 单元板块安装时要特别注意单元的编号与安装位置是否相对应。 ② 单元板块的胶条在安装之前要注意密封胶条是否密封。 ③ 两个单元板块上横型材接缝处胶处理前,必须要把两端型材清洗 干净,然后在插芯部位处均匀打胶再将插芯放置到位, 并在周围用耐 候胶密封型材外端的接缝处用硅胶皮密封。 4、单元板块安装之前要做好幕墙表面的清洁工作。 5、单元板块安装之前要复测相应位置挂钩间距和单元板块相应 的尺寸是否一致, 如有出入需立即报项目部人员, 拿出处理意见方可 继续安装。 6、每层单元板块