精品文献
防止薄板焊漏
薄板不锈钢焊接规程
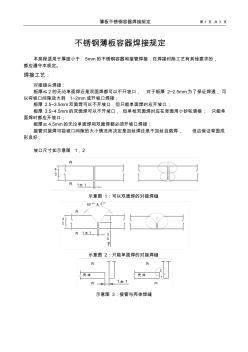
薄板不锈钢容器焊接规定 第 1 页 共 3 页 不锈钢薄板容器焊接规定 本规程适用于厚度小于 5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤ 2的无论单面焊还是双面焊都可以不开坡口, 对于板厚 2~2.5mm为了保证焊透,可 以将坡口间隙放大到 1~2mm或开坡口焊接; 板厚 2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚 3.5~4.5mm的双面焊可以不开坡口, 但单枪双面焊时应在背面用小砂轮清根; 只能单 面焊时都应开坡口; 板厚≥ 4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊, 但应保证背面成 形良好; 坡口尺寸如示意图 1,2 1± 1外 内 3 -4 示意图 1:可以双面焊的对接焊缝 60° ± 5° 2 -4 1 ± 0
 铝铝薄板爆炸焊接厚度匹配性研究
铝铝薄板爆炸焊接厚度匹配性研究
铝铝薄板爆炸焊接厚度匹配性研究
针对覆板、基板与炸药几何尺寸是实现高质量板材爆炸焊接的重要初始参数,利用数值模拟为主、验证实验为辅的方法,进行了炸药厚度对一定厚度铝质复板与基板爆炸焊接质量影响规律的研究。将爆炸焊接简化为二维问题,进行大量数值计算,综合板材温度、压力、材料密度、覆板速度等动态参数比较分析,得到一定条件下实现较薄铝板成功焊接的炸药极限厚度,并进行了实验验证。在数值模拟及实验数据基础上,进行了覆板、基板厚度与炸药厚度匹配性分析,利用拟合法得到了基板厚度一定条件下,炸药厚度极限值随覆板厚度变化的经验公式;利用多元回归方法,对炸药厚度、覆板厚度与基板厚度之间的关系进行了分析,这对于铝板爆炸焊接实际应用具有较重要意义。