精品文献
管道焊接工艺评定报告
管道焊接工艺评定报告
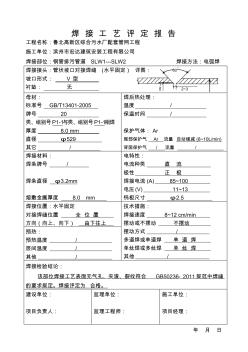
焊 接 工 艺 评 定 报 告 工程名称:鲁北高新区综合污水厂配套管网工程 施工单位:滨州市宏达建筑安装工程有限公司 焊接部位:钢管排污管道 SLW1---SLW2 焊接方法:电弧焊 焊接接头:管状坡口对接焊缝 (水平固定 ) 详图: 坡口形式: V 型 衬垫: 无 母材: 标准号 GB/T13401-2005 牌号 20 类、组别号P1-1与类、组别号P1-1相焊 厚度 8.0 mm 直径 φ529 其它 / 焊后热处理: 温度 / 保温时间 / 保护气体: Ar 尾部保护气 Ar 流量 自动缓减 (8~10L/min) 背面保护气 / 流量 / 焊接材料: 焊条牌号 / 焊条直径 φ3.2mm 熔敷金属厚度 8.0 mm 电特性: 电流种类 直 流 极性 正 极 焊接电流 (A) 85~100 电压 (V) 11~13 钨极尺寸 φ2.5
PE管道焊接工艺评定报告
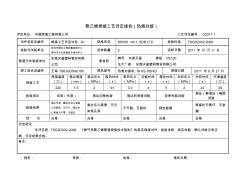
聚乙烯焊接工艺评定报告(热熔对接) 评定单位: 中国南海工程有限公司 工艺评定编号: D2011-1 试件名称及编号 焊接工艺评定试件 A1 规格系列 DN160 ×9.1, SDR17.6 检验标准 TSGD2002-2006 检验与试验单位 深圳市建设工程质量检测中心 深圳市中化焊接技术培训中心 送样数量 2 送样日期 2011 年 10 月 11 日 管道元件制造单位 东莞天盈塑料管材有限 公司 原材料 牌号:东莞天盈 等级: PE100 生产厂家: 东莞天盈塑料管材有限公司 焊工姓名及编号 王海 TS6JGDSA0180 焊机型号 热熔对接机 DHJS-160/63 焊接日期 2011 年 9 月 21 日 焊接工艺 焊接温度 (℃) 卷边高度 (mm) 卷边压力 (MPa) 吸热时间 (s) 吸热压力 (MPa) 切换时间 (s) 增压时间 (s) 冷却压力 (MPa) 冷