精品文献
钢管拱形大棚造价
钢管拱加工制作方案
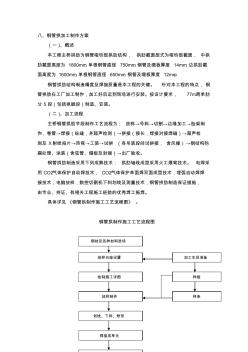
八、钢管拱加工制作方案 (一)、概述 本工程主桥拱肋为钢管哑铃型拱肋结构, 拱肋截面型式为哑铃型截面, 中拱 肋截面高度为 1800mm,单根钢管直径 750mm,钢管及缀板厚度 14mm;边拱肋截 面高度为 1600mm,单根钢管直径 650mm,钢管及缀板厚度 12mm。 钢管拱肋结构制造精度及焊接质量是本工程的关键。 针对本工程的特点, 钢 管拱肋在工厂加工制作,加工好后运到现场进行安装。按设计要求, 77m跨单肋 分 5段(包括拱脚段)制造、安装。 (二)、加工流程 主桥钢管拱肋节段制作工艺流程为: 放样→号料→切割→边缘加工→胎架制 作、卷管→焊接(纵缝,并超声检测)→拼接(接长,焊接对接焊缝)→超声检 测及 X射线拍片→热弯→工装→试拼 (各吊装段间试拼接, 含风撑)→钢结构防 腐处理、涂装(含弦管、缀板及封端)→出厂验收。 钢管拱肋制造采用下列成熟技术: 拱肋轴线成型采用火工
钢管拱加工制造工艺框图
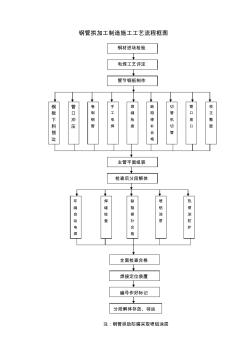
钢管拱加工制造施工工艺流程框图 注:钢管拱肋防腐采取喷铝涂层 钢材进场检验 电焊工艺评定 管节钢板制作 钢 板 下 料 刨 边 管 口 冲 压 卷 制 钢 管 手 工 电 焊 焊 缝 检 查 缺 陷 修 补 合 格 切 管 机 切 管 管 口 坡 口 校 正 整 圆 主管平面组装 检查后分段解体 环 缝 自 动 电 焊 全面检查合格 焊接定位装置 编号作好标记 分段解体存放、待运 焊 缝 检 查 缺 陷 修 补 合 格 喷 铝 涂 层 热 喷 涂 防 护