精品文献
钢结构焊接技术规范
钢结构焊接技术交底√
技 术 、 质 量 交 底 记 录 C2-03 工程名称 相变科技产品研发制造一期 编 号 交底项目 钢结构 交底日期 年 月 日 交底内容 钢结构焊接 内容: 一.材料及主要机具: 1 电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。 严禁使用药皮脱落、焊芯生锈的焊条。焊接时宜选用 E4303系列碳钢结构焊条; 2 引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 3 主要机具:电焊机(交、直流) 、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条 保温桶、钢丝刷、石棉布、测温计等。 二.作业条件 1 熟悉图纸,按照《建筑钢结构焊接技术规程》的要求进行焊接工艺。 2 施焊前应检查焊工合格证有效期限,应证明焊工所能承担的焊接工作。 三 .操作工艺流程 1工艺流程:作业准备 → 电弧焊接 ( 平焊、立焊、横焊、仰焊 ) →
桥梁钢结构焊接技术
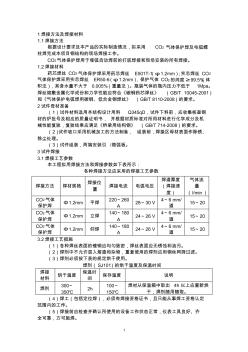
1 1焊接方法及焊接材料 1.1焊接方法 根据设计要求及本产品的实际制造情况,拟采用 CO2 气体保护焊及电弧螺 柱焊完成本项目钢结构的现场焊接工作。 CO2气体保护焊用于埋弧自动焊前的打底焊接和现场安装的所有焊接。 1.2焊接材料 药芯焊丝 CO2气体保护焊采用药芯焊丝 E501T-1(φ1.2mm);实芯焊丝 CO2 气体保护焊采用实芯焊丝 ER50-6(φ1.2mm),保护气体 CO2的纯度≥99.5%(体 积法),其含水量不大于 0.005%(重量法)。瓶装气体的瓶内压力不低于 1Mpa。 焊丝熔敷金属化学成份和力学性能应符合《碳钢药芯焊丝》 (GB/T 10045-2001) 和《气体保护电弧焊用碳钢、低合金钢焊丝》 (GB/T 8110-2008)的要求。 2试件母材准备 (1)试件材料选用本结构设计用料 Q345qD,试件下料前,应收集核查钢 材的炉批号及相应的质量证明书,