精品文献
钢筋加工控制要点
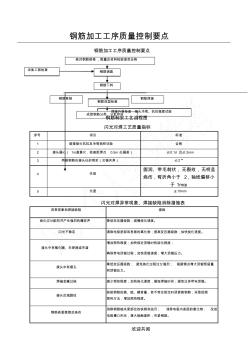
钢筋加工工序质量控制要点
欢迎共阅 钢筋加工工序质量控制要点 钢筋加工工序质量控制要点 钢筋制安工艺流程图 闪光对焊工艺质量指标 序号 项目 标准 1 熔接接头抗拉及冷弯抽样试验 合格 2 接头偏心( 1m直靠尺,检查距焊点 0.5m 处偏差) ≤0.1d 且≤ 2mm 3 两根钢筋在接头处的弯折(交锚夹角) ≤2° 4 外观 圆润、带毛刺状,无裂纹,无明显 烧伤,弯折角小于 2,轴线偏移小 于 1mm。 5 长度 ±10mm 闪光对焊异常现象、焊接缺陷消除措施表 异常现象和焊接缺陷 措施 烧化过分剧烈并产生强烈的爆炸声 降低变压器级数;减慢烧化速度。 闪光不稳定 清除电极底部和表面的氧化物;提高变压器级数;加快烧化速度。 接头中有氧化膜、未焊透或夹渣 增加预热程度;加快临近顶锻时的烧化程度; 确保带电顶锻过程;加快顶锻速度;增大顶锻压力。 接头中有缩孔 降低变压器级数; 避免烧化过程过分强烈; 根据情况增大顶

钢筋加工质量控制要点
结构钢筋制作施工质量控制要点 南广铁路施工作业指导书由 www.kdy .la 看电影啦网独家提供 序号 项 目 要 点 1 材料质量 要 求 2 钢筋弯钩 规 定 1.箍筋弯钩 : (注2) ⑴.除焊接封闭环式箍筋外,末端应作弯钩。 ⑵.无设计时,弯弧内箍筋不应小于受 力 钢 筋直径。 ⑶.弯折角度:一般结构不应小于 90° ,抗震结构应为 135° ⑷.弯钩后平直部分长度:一般结构不应小于箍筋箍筋的 5倍;抗震结构不应小于箍筋箍筋的 10 倍。 2.受力钢筋的弯钩(注2) ⑴. HPB235级(光筋): 弯钩角度 180°,弯弧内直径≮ 2.5d ,弯钩后平直部分长度≮ 3d; ⑵. HRB335级、HRB400级: 弯钩角度 135°弯弧内直径≮ 4d,弯钩后平直部分长度符合设计 要求; ⑶. HRB335级、HRB400级:弯钩角度 90°弯弧内直径≮ 5d,弯钩后平直部分长度符合