精品文献
高速钢锯片铣刀规格
 高速钢锯片铣刀和槽铣刀的热处理设备
高速钢锯片铣刀和槽铣刀的热处理设备
高速钢锯片铣刀和槽铣刀的热处理设备
现在工具厂内锯片铣刀和槽铣刀(直径100~200毫米,厚度3毫米以下)的淬火,都是在盐浴炉或TA—28型半自动设备内手工进行的。为了防止铣刀在加热和冷却时产生的翘曲,在冷却过程中要把铣刀装在心轴上,并用楔块压紧。冷却后再加以分开。
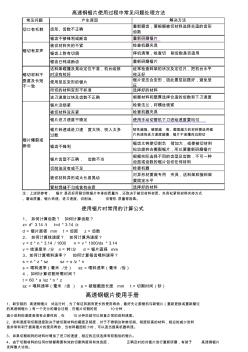
高速钢锯片使用过程中常见问题处理方法
常见问题 产生原因 齿形、齿数不正确 锯齿不够锋利或断齿 被切材料夹的不紧 锯齿上附有切屑 锯齿已钝或断齿 送料架碰撞及晃动定位不准,机台组装 时没有校好 使用受压变形的锯片 所切的材料变形不标准 进刀速度过快及齿数不正确 锯片没锁紧 被切材料没夹紧 锯片进刀速度不稳定 锯片转速或进刀速 度太快、咬入太多 过载 锯齿不锋利 锯片齿型不正确, 齿数不当 切削油没有或不足 被切材料异形或太长易晃动 管材焊缝不匀或含有杂质 1、 如何计算齿数? 如何计算齿距? z= d* 3.14 /t t=d * 3.14 /z d = 锯片直径 mm t = 齿距 z = 齿数 2、 如何计算线速度? 如何计算角速度? v = d * n * 3.14 / 1000 n = v * 1000/ds * 3.14 v = 线速度米 /分 n = 转/分 d = 锯片直径 mm 3、如何计算喂料速率?