精品文献
锅炉管焊接
锅炉管焊接工艺卡1_secret
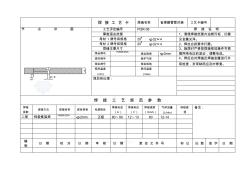
焊 接 工 艺 卡 焊缝名称 省煤器管管对接 工艺卡编号 节 点 详 图 : 工艺评定编号 PQR-08 焊 接 说 明 厚度适应范围 1、清理焊接范围内油锈污垢,打磨 母材 1牌号和规格 20# φ32×4 见金属光泽。 母材 2牌号和规格 20# φ32×4 2、焊丝应按要求打磨。 焊缝主要尺寸 3、施焊时严格按焊接规范操作可根 焊丝牌号 H08Mn2SiA 焊丝规格 φ2mm 据网络电压的波动,调整电流。 焊剂牌号 保护气体 4、焊后应对焊缝及焊缝金属进行外 焊条牌号 焊条规格 观检查,发现缺陷应及时修复。 预热温度 (min) 层间温度 (max) 焊后热处理: 焊 接 工 艺 规 范 参 数 焊接 层数 焊接方法 焊接材料 焊材规格 电源极性 焊接电流 (A) 焊接电压 (V) 焊接速度 (mm/s) 气体流量 (L/mln) 钨极直 径 备注: 二层 钨极氩弧焊 H08M
锅炉管焊接工艺卡1_secret
焊 接 工 艺 卡 焊缝名称 省煤器管管对接 工艺卡编号 节 点 详 图 : 工艺评定编号 PQR-08 焊 接 说 明 厚度适应范围 1、清理焊接范围内油锈污垢,打磨 母材 1牌号和规格 20# φ32×4 见金属光泽。 母材 2牌号和规格 20# φ32×4 2、焊丝应按要求打磨。 焊缝主要尺寸 3、施焊时严格按焊接规范操作可根 焊丝牌号 H08Mn2SiA 焊丝规格 φ2mm 据网络电压的波动,调整电流。 焊剂牌号 保护气体 4、焊后应对焊缝及焊缝金属进行外 焊条牌号 焊条规格 观检查,发现缺陷应及时修复。 预热温度 (min) 层间温度 (max) 焊后热处理: 焊 接 工 艺 规 范 参 数 焊接 层数 焊接方法 焊接材料 焊材规格 电源极性 焊接电流 (A) 焊接电压 (V) 焊接速度 (mm/s) 气体流量 (L/mln) 钨极直 径 备注: 二层 钨极氩弧焊 H08M