精品文献
焊缝衬板
焊缝返修工艺模板
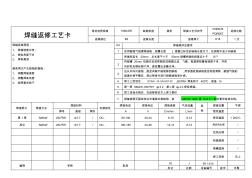
焊缝返修工艺卡 母材材质规格 16MnDR 缺陷类型 圆形 焊接工艺评定号 PQR076 PQR067 返修次数 返修部位 B3 返修长度 返修焊工 H18 1 次 焊缝返修原因: 1、 焊接速度过快; 2、 焊条角度不对 3、 焊条潮湿 避免再次产生缺陷的措施: 1、 调整焊接速度 2、 调整焊条角度 3、 按照要求烘干 序号 焊接程序及要求 1 采用碳弧气刨清除缺陷,刨槽长度 L 根据已标定的缺陷长度尺寸,在刨除中至少向缺陷 两端各延长 20mm,总长度不小于 50mm.刨槽两端的斜度应小于 15° 2 将刨槽 20mm 范围内及其两侧的范围氧化皮、飞溅、粘渣等附着物清理干净,并用 风砂轮及钢丝刷干净,直至露出金属光泽。 3. 应从外向内部刨,直至肉眼不能观察到缺陷 ,用渗透检测缺陷是否彻底清除,碳弧气刨的 熔渣补焊平整后,再从筒身外进行刨除缺陷和补焊。 4. 焊工上岗项目:
 铝合金拼焊板胀形焊缝移动研究
铝合金拼焊板胀形焊缝移动研究
铝合金拼焊板胀形焊缝移动研究
采用有限元数值模拟方法,研究了铝合金拼焊板冲压胀形中影响焊缝移动的因素及影响规律。结果表明,焊缝移动的主要影响因素为板厚差异以及焊缝的初始位置,凹模圆角对焊缝移动也有一定的影响,而模具间隙对焊缝移动的影响非常小。随着板厚差异的增大,焊缝向厚板一侧偏移;而焊缝中央的最大偏移量,随厚板宽度的增加是先增大后减小。