精品文献
焊接电压
结构钢焊条焊接电参数分析
结构钢焊条焊接电参数分析——采用德国汉诺威大学发明的焊接质量分析系统,对结构钢E4303和E5015型焊条在焊接过程中的电参数进行随机检测,对电弧电压、焊接电流波形和短路时间、燃弧时间、过渡周期等参数的概率分布进行了分析研究,精确地确定了最大值、平均值...
各种焊接电流大小
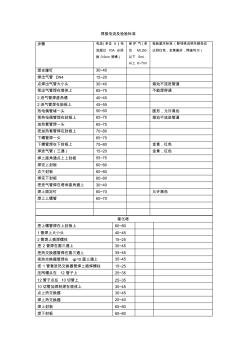
焊接电流及检验标准 催化塔 把上螺管焊在上封板上 60~80 1管焊上大小头 40~45 2管焊上插焊螺柱 15~25 把 2 管焊在圆三通上 30~45 把热交换器管焊在圆三通上 35~45 把热交换器管焊在 φ10圆三通上 35~45 把 1 管套进热交换器管焊上插焊螺柱 15~25 压网帽点在 12 管子上 25~35 12管子点在 10切管上 25~35 10切管加焊料焊在塔体上 30~45 点上热交换器 30~45 焊上热交换器 20~40 焊上封板 60~80 焊下封板 60~80 步骤 电流(单位 A)(电 流超过 70A 必须 换 0.9cm 喷嘴) 保 护 气 (单 位 ML)50 以下 5ml, 以上 6~7ml 检验基本标准(除特殊说明外颜色应 达到红色,金黄最好,焊缝均匀) 焊支撑钉 30~40 焊出气管 DN4 15~20 点焊出