精品文献
焊缝超声波探伤
焊缝超声波探伤(第三节焊缝超声波探伤定位)
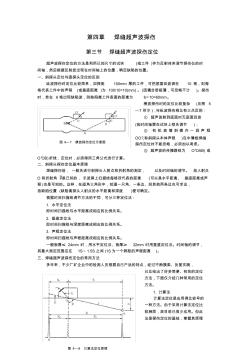
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为
焊缝超声波探伤报告记录
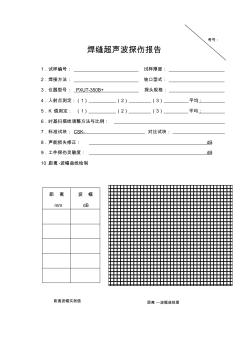
考号: 焊缝超声波探伤报告 1.试样编号: 试样厚度: 2.焊接方法: 坡口型式: 3.仪器型号: PXUT-350B+ 探头规格: 4.入射点测定:(1) (2) (3) 平均: 5.K 值测定: (1) (2) (3) 平均: 6.时基扫描线调整方法与比例: 7.标准试块: CSK- 对比试块: 8.声能损失修正: dB 9.工件探伤灵敏度: dB 10 .距离 -波幅曲线绘制 距 离 mm 波 幅 dB 距离波幅实测值 距离 ---波幅曲线图 11.缺陷示意图 12.缺陷记录 A B A A B B 序 号 缺陷指示长度 mm 波最高点 S1 S2 长度 缺陷距焊缝中 心距离 mm 缺陷距 焊缝表 面深度 mm S3 高于定 量线 db 值 波高 区域 评定 等级 A B S1---缺陷起始距试板左端头的距离 S2---缺陷终点距试板左端头的距离 S3---