精品文献
焊接钢筋验收标准
钢筋验收标准规范
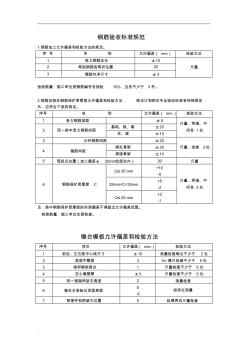
.' ; . 钢筋验收标准规范 1.钢筋加工允许偏差和检验方法的规定。 序 号 名 称 允许偏差( mm) 检验方法 1 受力钢筋全长 ±10 尺量2 弯起钢筋的弯折位置 20 3 箍筋内净尺寸 ± 3 检验数量:施工单位按钢筋编号各抽检 10%,且各不少于 3 件。 2.钢筋安装及钢筋保护层厚度允许偏差和检验方法, 除设计和相关专业验收标准有特殊规定 外,应符合下表的规定。 序号 名 称 允许偏差( mm) 检验方法 1 受力钢筋排距 ± 5 尺量,两端、中 间各 1 处2 同一排中受力钢筋间距 基础、板、墙 ±20 柱、梁 ±10 3 分布钢筋间距 ±20 尺量,连续 3处 4 箍筋间距 绑扎骨架 ±20 焊接骨架 ±10 5 弯起点位置(加工偏差± 20mm包括在内) 30 尺量 6 钢筋保护层厚度 C C≥35 mm +10 -5 尺量,两端、中 间各 2 处 25m

可焊接钢公差标准
结构用细晶粒结构钢焊接圆形钢管的尺寸、单位长度重量、允许偏差 结构用细晶粒结构钢焊接圆形钢管的尺寸、单位长度重量、允许偏差 尺寸 DIN2458《焊接钢管尺寸、单位长度重量》适用于钢管的外径和壁厚。表 1适用于钢管的长度种类。 尺寸允许偏差 1)钢管外径 da的允许偏差为: da<200mm时,为± 1%(也允许± 0.5mm); 200mm≤da<1000mm时,为± (0.005da+1)mm; da≥1000mm时,为± 6mm。 2)钢管壁厚 s 的允许偏差为: s>10mm时,为 -0.50mm,上限通过允许的重量偏差规定。 3)钢管长度允许偏差应符合表 1的规定。 表 1 长 度 种 类 长度允许偏差 mm 生 产 长 度 1) 定 尺 长 度 ±500 精确长度 ≤6m +10 0 >6~12m +15 0 >12m 按协议 1)按生产长度交货。这种长度取决于直径、壁厚和生产
