头条推荐
厚板
2024.12.28-
做靠尺和木抹子用的。
精品文献
厚板

热轧厚板带钢(中厚板)生产
热轧厚板带钢(中厚板)生产
厚板埋弧焊焊接工艺(适合厚板和超厚板、非常珍贵)
厚板埋弧焊焊接工艺 (1) 焊前准备 A、 坡口加工: 坡口形式、坡口角度、钝边尺寸、坡口面加工质量(车铣、 火焰切割或专用坡口加工设备必须符合制作工艺要求) B、 焊接部位的清理: 构件组对前必须将焊接部位的 30-50MM范围进行清理打磨, 表面铁锈、油污、水污及氧化物必须彻底清理干净。板材下 料自动切割表面打磨 1MM,半自动切割表面打磨 0.5MM,坡 口表面不规则位置需按焊接工艺补焊打磨。 (全渗透要求的 其焊缝背面装配的垫板同样要求彻底打磨干净,半渗透其钝 边部位也同样要求进行打磨。避免打底时产生气孔缺陷而影 响焊接质量。) C、 焊件的装配: 焊接构件的工装必须严格按照制定的制作工艺要求执行。 1、 焊缝的装备尺寸,根部间隙、钝边尺寸、焊缝的错边量 等,全渗透带垫板间隙应控制在 5-6MM,(埋弧焊: 4-8 MM,药芯焊: 3-5MM)垫板与焊缝直边接触的一边注意 倒角
热门知识
厚板-
区别是:宽厚板指的是钢种,也就是普碳钢,Q235等级别钢种;和低合金高强度钢的说法对等.宽厚板可以是中厚板;也可以是热轧卷的开平板.中厚板指的是钢板类型,大致6mm以上,用中厚板轧...回答者:人肖化十
-
区别是:宽厚板指的是钢种,也就是普碳钢,Q235等级别钢种;和低合金高强度钢的说法对等.宽厚板可以是中厚板;也可以是热轧卷的开平板.中厚板指的是钢板类型,大致6mm以上,用中厚板轧...回答者:csg1125
-
宽厚板生产基地--舞阳钢铁位于河南省舞钢市,是我国首家宽厚钢板生产和科研基地。主要生产特厚钢板、特宽钢板、高强度板材。是我国重要的宽厚钢板国产化替代进口基地。1978年,我国自力更...回答者:yuyuld007
-
中厚板,是指厚度4.5-25.0mm的钢板,厚度25.0-100.0mm的称为厚板,厚度超过100.0mm的为特厚板。中厚板主要应用于建筑工程、机械制造、容器制造、造船、桥梁建造等...回答者:fpjwt
-
中厚板生产编辑 本书为冶金行业职业技能培训教材,是参照冶金行业职业技能标准和职业技能鉴定规范,根据冶金企业的生产实际和岗位群的技能要求编写而成的。...回答者:朱毅0808
精华知识
厚板-
今日国内中板价格小幅上行,时至全国均价为4373元/吨,较昨日4363元/吨的价格上扬10元/吨,虽然较为平缓但已为近日幅度之最。各区域中,华东沪杭、南京、中南无锡、柳州等地市场受...回答者:fiend12
-
中厚板,是指厚度4.5-25.0mm的钢板,厚度25.0-100.0mm的称为厚板,厚度超过100.0mm的为特厚板。中厚板主要应用于建筑工程、机械制造、容器制造、造船、桥梁建造等...回答者:happy010101
-
中厚板 中厚钢板是一种宽厚比和表面积都很大的扁平钢材,钢板厚度大于等于50mm,分普碳板、优碳板、低合金板、船板、桥梁板、锅炉板、容器板等。 按厚度分为薄钢板(厚度4毫米)。 参...回答者:liuweichenyu
-
你好,一般把厚度大于4mm的钢板属于中厚钢板,厚度4.5-25.0mm的钢板称为中厚板,中厚板分普碳板、优碳板、低合金板、船板、桥梁板、锅炉板、容器板等,希望我的回答对你有帮助。回答者:qisucha
-
钢板是用钢水浇注,冷却后压制而成的平板状钢材。钢板按厚度分,薄钢板<4毫米(最薄0.2毫米),厚钢板4~60毫米,特厚钢板60~115毫米。一般我们把4~20毫米厚度钢板称为...回答者:formuiar1
最新知识
厚板-
你好,中厚板材质Q235B/Q345B、中厚板分为厚板和毛边板、四切边板,回答者:myspace
-
ASTM A6-89 轧制钢板、型钢、钢板桩及结构用棒钢JIS G3193-90 热轧钢板和钢带的形状、尺寸、重量及允许差ГОСТ 1577-81 热轧优质结构钢奇边宽扁钢技术条件...回答者:szdq003
-
是不是可以采用退火之后再冲翻呢?回答者:cnzlyy128188
-
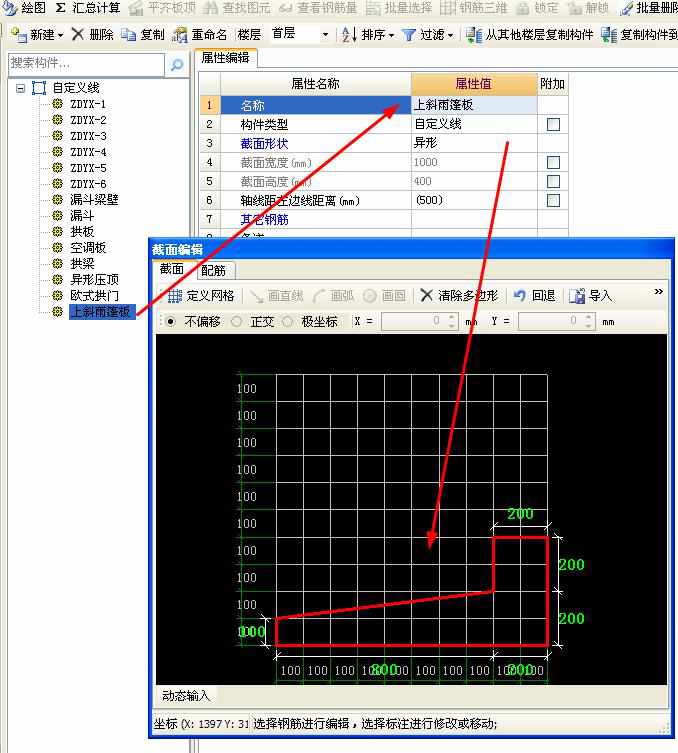 像这种渐变厚的板,软件是不是布置不了,取平均值误差大不大,还有什么方法布置更准确,更好?谢谢 答:》》》》还有自定义线的方法。下图是方法,不是结果,用这一方法就可以解决你的问题了。
回答者:陋弈不落
像这种渐变厚的板,软件是不是布置不了,取平均值误差大不大,还有什么方法布置更准确,更好?谢谢 答:》》》》还有自定义线的方法。下图是方法,不是结果,用这一方法就可以解决你的问题了。
回答者:陋弈不落 -
宽厚板的发展也是如此,最初由于战舰、航空母舰等武器装备的发展,对于钢板的质量、强度以及 厚度等要求越来越高,宽厚板轧机在这期间得到了很大发展。宽厚板是指轧棍宽度超过2800MM的轧...回答者:sjx7758521
专题概述
厚板知识来自于造价通云知平台上百万用户的经验与心得交流。登录注册造价通即可以了解到相关厚板 更新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。
立即注册免费服务热线: 400-823-1298 -