精品文献
厚壁卷管

大口径钢管焊接-卷管
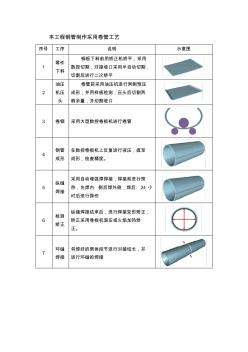
本工程钢管制作采用卷管工艺 序号 工序 说明 示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3 卷钢 采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内 侧后焊外侧,焊后 24 小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 A1 A2 A3 A4 A5 卷板