精品文献
焊制热熔对接22.5°等径弯头
30°等径弯头放样计算公式
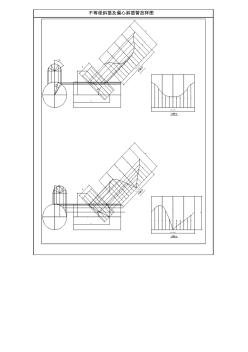
不等径斜插及偏心斜插管放样图 6 7 5 4 3 2 1 2 3 4 5 6 7 π *( D- t ) 12 等 分 67 5 4 3 2 1 2 3 4 5 6 7 π*(D-t) 12等分 β αn φn d h H c 7 6 5 4 3 2 1 6 7 5 4 3 2 1 2 3 4 5 6 7 π *( D- t ) 12 等 分 β αn d h H c 67 5 4 3 2 1 2 3 4 5 6 7 π*(D-t) 12等分 h 7 6 5 4 3 2 1 等径斜插管展开曲线β =30° 12等分 线号 系数k 直径d 线高 计算式 备注 1 0.134 0 0.134d 2 0.116 0 0.116d 3 0.067 0 0.067d 4 0 0 0.0d 5 0.933 0 0.933d 6 1.616 0 1.616d 7 1.866 0 1.866d 16等分

HDPE管道热熔对接
(3)在整个过程中必须保持熔接件的正确几何中心位置,以防歪曲、扭斜等 缺陷。 (4)在较低的环境温度下施工时,视具体情况确定加热时间,并尽量缩短转 换时间。 (5)环境温度低于 +5℃时,必须采取一定的措施,以确保焊接质量。 (6)每次加热前,均需要清洁剂和无纤维的纸(或丝绸布)擦洗加热部件。 质量要求: (1)准备对接管材在切割时,侧压力应先大(快速切除管口毛面)后小(慢 慢修平管口),切割机应垂直于操作平台,保持切割机切割过程中稳定,切割完 成后应将残屑从管口内清除干净,不留毛刺,使管口切割面平整、光洁。 (2)严格控制管道平整度,严禁进行明火烘弯,确保 HDPE管道工程施工质量 。 (3)热熔机使用过程中温度必须达到规定温度方可用于热熔对接施工,严禁 未达到规定温度即进行热熔。热熔时要严格控制时间,针对管径型号,准确掌握 热熔机持续熔化时间,