精品文献
耐高温瓷接头
 高温阀门与接头的焊接
高温阀门与接头的焊接
高温阀门与接头的焊接
我厂生产的阀门与接头焊接后组成长期高温工作的蒸汽阀控制部分,为保证焊接质量,我们通过焊接特点及工艺性试验分析,制定出了如下焊接工艺。 1.焊接特点分析 (1)阀门与接头材质均为Cr5Mo耐热钢,由于焊缝的组织、性能不均匀,所以焊接时有淬硬倾向,易产生冷裂纹。熔合线附近为硬化区,焊接过程温度应不能低于Ms点。另外,峰值温度处于A_(c1),附近为软化区,热影响区的软化可能产生热
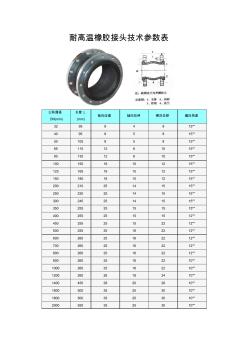
耐高温橡胶接头技术参数表
耐高温橡胶接头技术参数表 公称通径 DN(mm) 长度 L (mm) 轴向压缩 轴向拉伸 横向位移 偏向角度 32 95 8 4 8 15° 40 95 8 5 8 15° 50 105 8 5 8 15° 65 115 12 6 10 15° 80 135 12 6 10 15° 100 150 18 10 12 15° 125 165 18 10 12 15° 150 180 18 10 12 15° 200 210 25 14 15 15° 250 230 25 14 15 15° 300 245 25 14 15 15° 350 255 25 15 15 15° 400 255 25 15 15 12° 450 255 25 15 22 12° 500 255 25 16 22 12° 600 260 25 16 22 12° 700 260 25 16 22 12° 800