精品文献
南皮五金冲压件

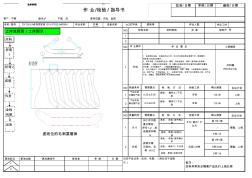
五金冲压件作业指导书
客户:中新 产能:5 作业工时 NO 1 2 NO NO 反应计划 1 上报 2 上报 3 NO 反应计划 虚线位的毛刺要磨掉 更改通知号 更改者 审 核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记 更改处数 日 期 5件 /1h 2 外观 首检: 质检/首件确认 单 自检: 操作工 /不记录 巡检: 质检/巡检记录 表面光滑、 无划伤、毛 刺 ≤0.2 卡尺 /钢尺 /千 分尺 首 1件 /班 隔离、上报/ 5件 /1h 目视 /对样 首 1件 /班 隔离、上报5件/0.5h 检 验 方 法 1 尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性 管理要点 首检: 质检/首件确认 单 / 检验工具 确认频度 1次 /4h 气动冲床 离合器气压 目视 自检: 操作工 /不记 录 0.5±