精品文献
PE热熔接热熔模头
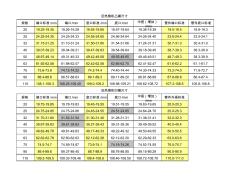
PPR热熔机模头尺寸
规格 端口标准 /mm 端口 /mm 底口标准 /mm 底口 /mm 中径(增加) /mm 管件端口标准 管件底口标准 20 19.25-19.35 19.26-19.29 19.55-19.65 19.57-19.64 19.36-19.39 19.0-19.5 18.8-19.3 25 24.25-24.35 24.25-24.33 24.55-24.65 24.56-24.64 24.26-24.40 23.8-24.4 23.5-24.1 32 31.15-31.25 31.10-31.24 31.50-31.60 31.54-31.66 31.24-31.31 30.7-31.3 30.4-31.0 40 39.07-39.23 39.04-39.21 39.47-39.63 39.54-39.64 39.18-39.45 38.7-39.3 38.3-38.9 50 48.97
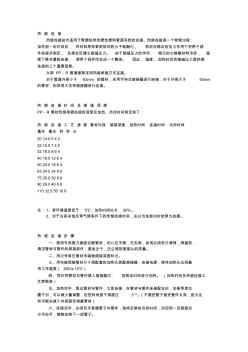
热熔连接
热 熔 连 接 热熔连接技术适用于聚烯烃类热塑性塑料管道系统的连接。热熔连接是一个物理过程: 加热到一定时间后, 将材料原来紧密排列的分子链融化, 然后在稳定的压力作用下将两个部 件连接并固定, 在熔合区建立接缝压力。 由于接缝压力的作用, 熔化的分链随材料冷却, 温 度下降并重新连接, 使两个部件闭合成一个整体。 因此, 温度、加热时间和接缝压力是热熔 连接的三个重要因素。 兴荣 PP-R 管道推荐采用热熔承插方式连接。 对于管道外径小于 63mm 的管材,采用手持式熔接器进行连接;对于外径大于 63mm 的管材,则采用大功率熔接器进行连接。 热 熔 连 接 时 间 及 熔 接 深 度 PP-R 管材热熔承插连接的深度及加热、冷却时间规定如下: 热 熔 连 接 工 艺 参 数 管材外径 熔接深度 加热时间 连接时间 冷却时间 毫米 毫米 秒 秒 分 20 14.0 5 4 2 25 1