精品文献
ppr热熔直接
PPR热熔机使用方法
PPR热熔机使用方法 一:安装前检查 1:拖线板、电线、插头、插座是否完好,热容器具是否松动或损坏,专用 减管是否完好。 2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯, 红灯代表加温, 绿灯代表 恒温,第一次达绿灯时不可使用, 必须第二次达绿灯时方可使用, 热熔时温度在 260℃ -280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水隐 患。 三:对每根管材的两端在施工前应检查是否损伤, 以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去 4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五:加热时:无旋转地把管端导入加热模头套内,插入到所标识的深度,同 时,无旋转地把管件推到加热模头上,达到规定标志处。 六:达到加热时间后, 立即把管材
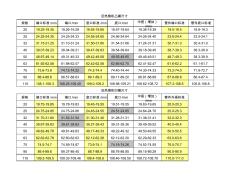
PPR热熔机模头尺寸
规格 端口标准 /mm 端口 /mm 底口标准 /mm 底口 /mm 中径(增加) /mm 管件端口标准 管件底口标准 20 19.25-19.35 19.26-19.29 19.55-19.65 19.57-19.64 19.36-19.39 19.0-19.5 18.8-19.3 25 24.25-24.35 24.25-24.33 24.55-24.65 24.56-24.64 24.26-24.40 23.8-24.4 23.5-24.1 32 31.15-31.25 31.10-31.24 31.50-31.60 31.54-31.66 31.24-31.31 30.7-31.3 30.4-31.0 40 39.07-39.23 39.04-39.21 39.47-39.63 39.54-39.64 39.18-39.45 38.7-39.3 38.3-38.9 50 48.97