精品文献
偏心大小头安装规范
偏心大小头
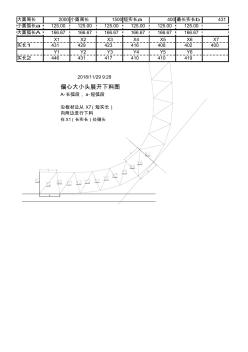
大圆周长 2000小圆周长 1500短实长a 400 最长实长b 431 小圆弧长a 125.00 125.00 125.00 125.00 125.00 125.00 大圆弧长A 166.67 166.67 166.67 166.67 166.67 166.67 X1 X2 X3 X4 X5 X6 X7 实长1 431 429 423 416 408 402 400 Y1 Y2 Y3 Y4 Y5 Y6 实长2 446 431 417 410 410 419 2018/11/29 9:28 偏心大小头展开下料图 A-长弧段, a-短弧段 沿板材边从 X7(短实长) 向两边进行下料 在X1(长实长)处碰头
偏心大小头制造新工艺
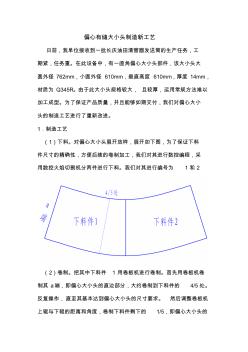
偏心有缝大小头制造新工艺 日前,我单位接收到一批长庆油田清管器发送筒的生产任务,工 期紧,任务重。在此设备中,有一直角偏心大小头部件,该大小头大 圆外径 762mm,小圆外径 610mm,垂直高度 610mm,厚度 14mm, 材质为 Q345R。由于此大小头规格较大, 且较厚,运用常规方法难以 加工成型。为了保证产品质量,并且能够如期交付,我们对偏心大小 头的制造工艺进行了重新改进。 1.制造工艺 (1)下料。对偏心大小头展开放样,展开如下图,为了保证下料 件尺寸的精确性,方便后续的卷制加工,我们对其进行数控编程,采 用数控火焰切割机分两件进行下料。我们对其进行编号为 1和 2 (2)卷制。把其中下料件 1 用卷板机进行卷制。首先用卷板机卷 制其 a端,即偏心大小头的直边部分,大约卷制到下料件的 4/5处。 反复操作,直至其基本达到偏心大小头的尺寸要求。 然后调整卷板机 上辊与下辊的距