

马鞍三通
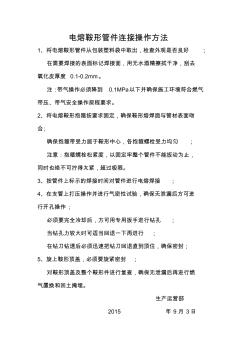
电熔鞍形管件连接操作方法 1、将电熔鞍形管件从包装塑料袋中取出,检查外观是否良好 ; 在需要焊接的表面标记焊接面,用无水酒精擦拭干净,刮去 氧化皮厚度 0.1-0.2mm。 注:带气操作必须降到 0.1MPa以下并确保施工环境符合燃气 带压、带气安全操作规程要求。 2、将电熔鞍形抱箍按要求固定,确保鞍形熔焊面与管材表面吻 合 ; 确保抱箍带受力居于鞍形中心,各抱箍螺栓受力均匀 ; 注意:抱箍螺栓松紧度,以固定牢整个管件不能扳动为止, 同时也绝不可拧得太紧,超过极限。 3、按管件上标示的焊接时间对管件进行电熔焊接 ; 4、在支管上打压操作并进行气密性试验,确保无泄漏后方可进 行开孔操作 ; 必须要完全冷却后,方可用专用扳手进行钻孔 ; 当钻孔力较大时可适当回退一下再进行 ; 在钻刀钻透后必须迅速把钻刀回退直到顶住,确保密封; 5、旋上鞍形顶盖,必须要旋紧密封 ; 对鞍形顶盖及
管节点马鞍口加工工艺及工程应用
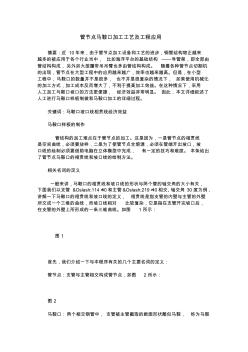
管节点马鞍口加工工艺及工程应用 摘要:近 10年来,由于管节点加工设备和工艺的进步,钢管结构物正越来 越多的被应用于各个行业当中, 比如海洋平台的基础结构 ——导管架,即全部由 管结构构成,另外如大型履带吊吊臂也多由管结构构成。 随着各种管节点切割机 的出现,管节点在大型工程中的应用越来越广,效率也越来越高。但是,在小型 工程中,马鞍口的数量并不是很多, 也不并是很复杂的情况下, 如果使用机械化 的加工方式,加工成本反而增大了,不利于提高加工效益。在这种情况下,采用 人工加工马鞍口坡口的方法更便捷, 经济效益非常明显。 因此,本文详细叙述了 人工进行马鞍口样板制做和马鞍口加工的详细过程。 关键词:马鞍口坡口线相贯线经济效益 马鞍口样板的制作 管结构的加工难点在于管节点的加工。这是因为,一是管节点的相贯线 是空间曲线,必须要放样,二是为了使管节点全熔透,必须在管端开出坡口,坡 口线的绘制必须
青儿广红马鞍知识来自于造价通云知平台上百万用户的经验与心得交流。登录注册造价通即可以了解到相关青儿广红马鞍 更新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。
