精品文献
钎头焊接
YG8C硬质合金钎头的焊接工艺及质量改进措施
Ξ 第 34 卷 第 4期 2003 年 7 月 太 原 理 工 大 学 学 报 JOURNAL OF TA IYUAN UN IV ERSI T Y OF TECHNOL OGY Vol. 34 No. 4 July 2003 文 章 编 号 :1 007 29 432 ( 2003 ) 04 2045 5204 YG8C硬质合金钎头的焊接工艺 及质量改进措施 张红霞 1 ,韩福忠 2 ,王文先 1 ( 11太原理工大学 材料学院 ,山西 太原 030024 ; 21太原理工大学 机电厂 ,山西 太原 030024 ) 摘 要 :在 分 析 了钎头钎焊质量和 存在 问 题 的基 础 上 ,对 其 高 频 感 应 钎焊工艺参 数 ,包 括 钎缝 间 隙、加热 速 度、冷 却 速 度、感 应 圈设 计、焊件 表 面 状 况 和 钎料加 入 方 式 等 进行 了 探
图示焊接
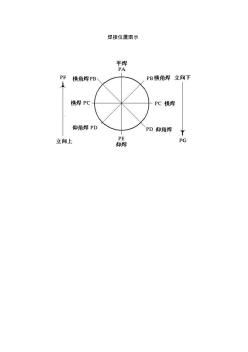
焊接位置图示 不锈钢焊接要点及注意事项 简介: 1、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2、一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3、保护气体为氩气,纯度为 99.99% 。当焊接电流为 50~150A 时,氩气流量为 8~10L/min ,当电流为 150~250A 时,氩气流量为 12~15L/min 。 4、钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm ,在开槽深的地 方是 5~6mm ,喷嘴至工作的距离一般不超过 15mm 。 5、为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6、焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 1~3mm 为佳,过长则保护效 果不好。 7、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8、为使