精品文献
日本神钢lb 52焊条
焊条基本介绍
. 精品 焊条基本介绍 焊条 (covered electrode) 气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条 的材料通常跟工件的材料相同。 焊条是涂有药皮的供焊条电弧焊使用的熔化电极, 它是由药皮和焊芯两部分组成的。 根据国 家标准“焊接用钢丝”( GB 1300-77) 的规定分类的,用于焊接的专用钢丝可分为碳素结构 钢、合金结构钢、不锈钢三类。 中文名:焊条 外文名: covered electrode 拼 音:hàn ti áo 含 义:焊接时熔化填充在接合处的金属条 E4303焊条 ,它的牌号是 J422。是最常用的电焊条。它属于酸性焊条,适合于交、直流电焊 机。一般用于普通钢材的焊接,是焊条中的大路货。 型号中 E表示电焊条; 43表示焊缝金属的抗拉强度不低于 430MPa;03 表示是钛钙型药皮, 适合于交流及直流电源。 根据不同情况, 电焊条有三种分类
焊条一些基本知识
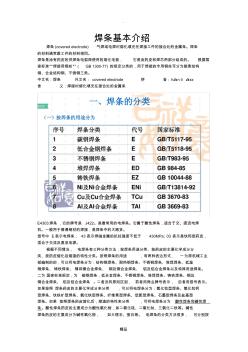
焊条的一些基本知识 1. 试述焊条烘干的目的。 焊条在储存、运输期间药皮会吸潮,使药皮中的水分增加。焊条使 用前进行烘干的作用就是降低药此中的含水量,其目的是: 1)减少焊接过程中的飞溅,使焊接电弧能够稳定地燃烧。 2)防止在焊缝中产生气孔。 3)防止产生在焊接某些低合金钢时由氢引起的延迟裂纹。 根据 JB3223—83《焊条质量管理规程》的规定,酸性焊条烘干的温 度为 75~150℃时间为 1~2h。酸性焊条由于对水分产生气孔的敏感性不 大,所以烘干温度相对要低一些。碱性焊条过高的烘干温度也是不合适 的:一是浪费能源;其次是当烘干温度超过 500℃时,药皮中的某些成 分(如 CaCO3)就要发生分解,起不到应有的保护作用。 2 . 焊条烘干时要注意哪些事项? 焊条烘干时应注意如下事项: 1)低氢型焊条在常温下超过 4h时,应重新烘干。重复烘干次数不 宜超过 3次。 2)烘干焊条时,禁止将