精品文献
闪光对焊主要用于
钢筋闪光对焊
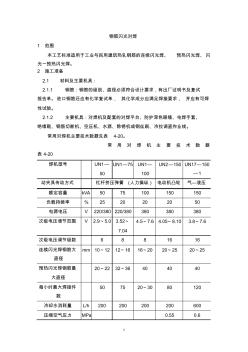
1 钢筋闪光对焊 1 范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、 预热闪光焊、闪 光一预热闪光焊。 2 施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求, 并应有可焊 性试验。 2.1.2 主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表 4-20。 常 用 对 焊 机 主 要 技 术 数 据 表 4-20 焊机型号 UN1— 50 UN1—75 UN1— 100 UN2—150 UN17—150 —1 动夹具传动方式 杠杆挤压弹簧 (人力操纵 ) 电动机凸轮 气—液压 额定容量 kVA 50 75 100 1
主体闪光对焊技术交底2
技术交底记录 鲁 JJ- 005 工程名称 烟台工程技术职业学院老校区二期 7#住宅楼 施工单位 烟台佳和建筑工程有限公 司 交底部位 主体 工序名称 闪光对焊 交底提要: 技术交底 交底内容: 一、 技术要求 1、 钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 2、 闪光对焊施工流程:检查设备→选择焊接工艺→试焊→送试→确定焊接参数→焊接→质量检验 3 、预热闪光对焊工艺过程:闭合电路→断续闪光余热 / 两钢筋端面交替接触和分开→连续闪光加热到 熔点 /两钢筋端面徐徐移动接触→带电顶锻→无电顶锻 4、 接参数选择:闪光对焊时,应合理选择调伸长度、烧化留量、顶锻留量以及变压器级数等焊接参数 调伸长度选择,应随着钢筋级别的提高和钢筋直径的加大而增长。当焊接 HRB335钢筋时调伸长度 宜在 40-60mm内选用。 烧化留量的选择应根据焊接工艺方法确定。 烧化留