精品文献
水箱焊接
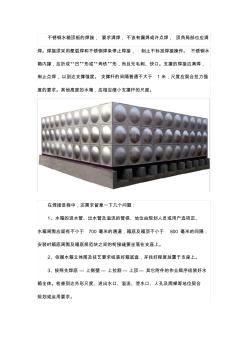
不锈钢水箱焊接工艺
不锈钢水箱顶板的焊接, 要求满焊,不该有漏焊或许点焊, 顶角局部也应满 焊。焊接须采用氩弧焊和不锈钢焊条停止焊接, 制止不标准焊接操作。 不锈钢水 箱内撑,应折成“凹”形或“角铁”形,而且无毛刺、快口。支撑的焊接应满焊, 制止点焊,以到达支撑强度。 支撑杆的间隔普通不大于 1 米,尺度应契合拉力强 度的要求。其他高度的水箱,应相应缩小支撑杆的尺度。 在焊接进程中,还需求留意一下几个问题: 1、水箱的进水管、出水管及溢流的管径、地位由规划人员或用户选项定、 水箱周围应留有不小于 700 毫米的通道,箱底及箱顶不小于 800 毫米的间隔, 安装时箱底周围及箱底规范块之间的衔接缝要坐落在支座上。 2、依据水箱立体图及技艺要求组装好箱底盘,并找好程度放置于支座上。 3、按照先焊底 --- 上侧壁 --- 上拉筋 --- 上顶 --- 其它附件的作业顺序组装好水 箱全体。检查到达外形尺度、进出水口、
 超大型除氧器水箱焊接工艺研究
超大型除氧器水箱焊接工艺研究
超大型除氧器水箱焊接工艺研究
某核电站除氧器水箱尺寸较大,其2条环焊缝需在现场拼焊,焊接和热处理难度很大。为此,通过详细的工艺分析及研究,制定出1套行之有效的超大容器环焊缝的现场焊接和局部热处理工艺。通过实施,各项技术指标均符合有关标准要求。