精品文献
塑料注塑
(塑料橡胶材料)常用塑料注塑工艺参数
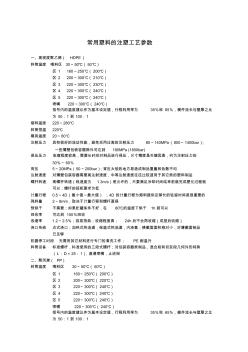
常用塑料的注塑工艺参数 一、高密度聚乙烯( HDPE) 料筒温度 喂料区 30~50℃( 50℃) 区 1 160~250℃( 200℃) 区 2 200~300℃( 210℃) 区 3 220~300℃( 230℃) 区 4 220~300℃( 240℃) 区 5 220~300℃( 240℃) 喷嘴 220~300℃( 240℃) 括号内的温度建议作为基本设定值,行程利用率为 35%和 65%,模件流长与壁厚之比 为 50:1 到 100:1 熔料温度 220~280℃ 料筒恒温 220℃ 模具温度 20~60℃ 注射压力 具有很好的流动性能,避免采用过高的注射压力 80~140MPa(800~1400bar); 一些薄壁包装容器除外可达到 180MPa (1800bar) 保压压力 收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的 30%~ 60% 背压
 塑料注塑制品典型质量缺陷的成因分析
塑料注塑制品典型质量缺陷的成因分析
塑料注塑制品典型质量缺陷的成因分析
通过列举注塑成型过程中最为典型的3种质量缺陷,结合生产实际,从影响注塑成型制品质量的因素(注塑成型工艺控制及设备、注塑模具和制品结构、塑料材料)着手,分析归纳注塑成型制品典型质量缺陷产生的原因和克服缺陷的具体改良措施。