精品文献
碳钢管是什么钢管
低压碳钢管施工
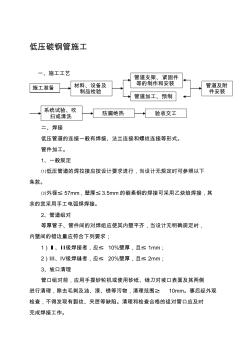
低压碳钢管施工 一、施工工艺 二、焊接 低压管道的连接一般有焊接、法兰连接和螺纹连接等形式。 管件加工。 1、一般规定 ⑴低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下 条款。 ⑵外径≤ 57mm,壁厚≤ 3.5mm的碳素钢的焊接可采用乙炔焰焊接,其 余的宜采用手工电弧焊焊接。 2、管道组对 等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时, 内壁间的错边量应符合下列要求; 1)Ⅰ、Ⅱ级焊接者,应≤ 10%壁厚,且≤ 1mm; 2)Ⅲ、Ⅳ级焊缝者,应≤ 20%壁厚,且≤ 2mm; 3、坡口清理 管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧 进行清理,除去毛刺及油、漆、锈等污物,清理范围≥ 10mm。事后经外观 检查,不得发现有裂纹、夹层等缺陷。清理和检查合格的组对管口应及时 完成焊接工作。 施工准备 材料、设备及 制品检验 管道支架、紧固件 等的制作和
低压碳钢管施工 (3)
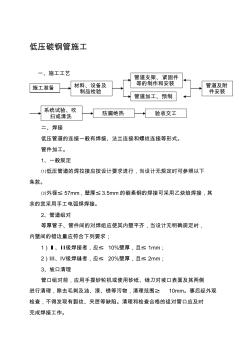
低压碳钢管施工 一、施工工艺 二、焊接 低压管道的连接一般有焊接、法兰连接和螺纹连接等形式。 管件加工。 1、一般规定 ⑴低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下 条款。 ⑵外径≤ 57mm,壁厚≤ 3.5mm的碳素钢的焊接可采用乙炔焰焊接,其 余的宜采用手工电弧焊焊接。 2、管道组对 等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时, 内壁间的错边量应符合下列要求; 1)Ⅰ、Ⅱ级焊接者,应≤ 10%壁厚,且≤ 1mm; 2)Ⅲ、Ⅳ级焊缝者,应≤ 20%壁厚,且≤ 2mm; 3、坡口清理 管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧 进行清理,除去毛刺及油、漆、锈等污物,清理范围≥ 10mm。事后经外观 检查,不得发现有裂纹、夹层等缺陷。清理和检查合格的组对管口应及时 完成焊接工作。 施工准备 材料、设备及 制品检验 管道支架、紧固件 等的制作和