精品文献
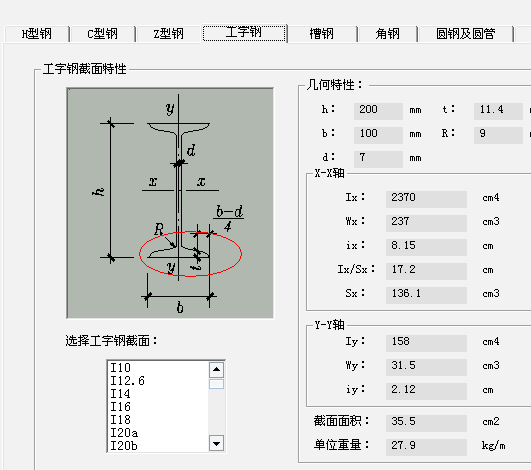
铁轨是T型钢还是工字钢
型材对接工艺(角钢槽钢T型钢工字钢)
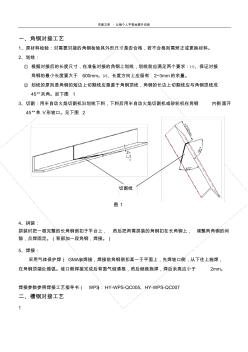
百度文库 - 让每个人平等地提升自我 1 一、角钢对接工艺 1、原材料检验:对需要对接的角钢检验其外形尺寸是否合格,若不合格则需矫正或更换材料。 2、划线: ① 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:⑴、保证对接 角钢的最小长度要大于 600mm。⑵、长度方向上应留有 2~3mm的余量。 ② 划线的原则是角钢的短边上切割线应垂直于角钢顶线,角钢的长边上切割线应与角钢顶线成 45°夹角。如下图 1 3、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在角钢 内侧面开 45°单 V形坡口。见下图 2 图 1 4、拼装: 拼装时把一根完整的长角钢倒扣于平台上, 然后把两需拼装的角钢扣在长角钢上, 调整两角钢的间 隙,点焊固定。(背部加一段角钢,焊接。) 5、焊接: 采用气体保护焊( GMAW)焊接,焊接前角钢倒扣某一于平面上,先焊坡口侧,
型材对接工艺角钢槽钢T型钢工字钢
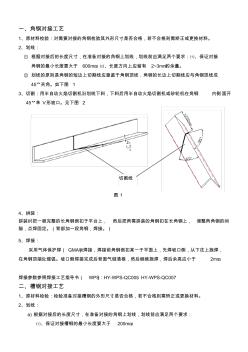
一、角钢对接工艺 1、原材料检验:对需要对接的角钢检验其外形尺寸是否合格,若不合格则需矫正或更换材料。 2、划线: ① 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:⑴、保证对接 角钢的最小长度要大于 600mm。⑵、长度方向上应留有 2~3mm的余量。 ② 划线的原则是角钢的短边上切割线应垂直于角钢顶线,角钢的长边上切割线应与角钢顶线成 45°夹角。如下图 1 3、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在角钢 内侧面开 45°单 V形坡口。见下图 2 图 1 4、拼装: 拼装时把一根完整的长角钢倒扣于平台上, 然后把两需拼装的角钢扣在长角钢上, 调整两角钢的间 隙,点焊固定。(背部加一段角钢,焊接。) 5、焊接: 采用气体保护焊( GMAW)焊接,焊接前角钢倒扣某一于平面上,先焊坡口侧,从下往上施焊, 在角钢顶端处熄弧。坡口侧焊接