精品文献
无缝钢管焊接三通
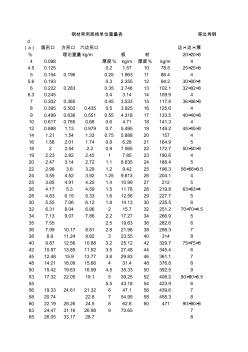
无缝钢管焊接尺寸 (2)
d (a) 圆形口 方形口 六边形口 边×边×厚 % 20×20×3 4 0.098 厚度% kg/m 厚度% kg/m 4 4.5 0.125 0.2 1.57 10 78.5 25×25×3 5 0.154 0.196 0.25 1.963 11 86.4 4 5.6 0.193 0.3 2.355 12 94.2 30×30×4 6 0.222 0.283 0.35 2.748 13 102.1 32×32×3 6.3 0.245 0.4 3.14 14 109.9 4 7 0.302 0.385 0.45 3.533 15 117.8 36×36×3 8 0.395 0.502 0.435 0.5 3.925 16 125.6 4 9 0.499 0.636 0.551 0.55 4.318 17 133.5 40×40×3 10 0.617 0.785 0.6
镀锌无缝钢管焊接工艺
一、工艺要求 镀锌无缝钢管的焊前准备与一般的低碳钢是相同的,需 要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊 透,坡口尺寸要适当,一般 60~65°,要留有一定的间隙, 一般为 ~;为了减少锌对焊缝的渗透,在焊之前,可将坡口内 的镀锌层清除以后再焊。 在实际工作中, 采用了集中打坡口, 不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透 的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳 钢由于考虑易操作性,选用 J422 较为普遍。当使用其他低 氢焊条时效果更佳,如 J506 等。 二、焊接手法 在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽 化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊 角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发 而逸出焊缝,其方法是先将焊条端部向前移出约 5~7mm左右, 当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立 焊时,如选