精品文献
氩弧焊定额
氩弧焊焊接工艺评定报告表
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目: ?57 0Cr18Ni9 水平固定 氩弧焊 使用范围 1.5~10mm 评定书编号: ZRGC/YZ-ZD-02-2011-A-3 评定日期: 2011年 9月 6日 备 案 号: 2010-A-3 批 准: 焊接工艺评定报告 单位名称 郑州燃气工程建设有限公司 批准人签字 报告编号 ZRGC/YZ-ZD-02-2010-A-3 日 期 2010年 9月 6日 焊接方法 氩弧焊 机械化程度 手工 √ 半自动 自动 焊接接头: 详图: 55o 坡口形式 V 型单面双边坡口 管管对接 衬垫 无 母材: 标准号 GB8163- 牌号 0Cr18Ni9 类、组别号 P2A 2A-2 与类、组别号 P2A 2A-2 相焊 厚度 5mm 直径 ?108 其他 焊热后处理: 无 温度 保温时间 保护气体:氩气 尾部保护气 氩气 流量 1
焊接工艺评定氩弧焊
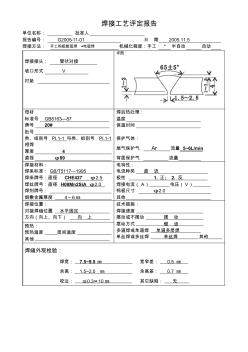
焊接工艺评定报告 单位名称: 批准人 报告编号: G2005-11-01 日 期 2005.11.5 焊接方法: 手工钨极氩弧焊 +电弧焊 机械化程度:手工 * 半自动 自动 焊接接头: 管状对接 坡口形式 V 衬垫 详图: 母材 标准号 GB8163–87 牌号 20# 批号 类、组别号 PI.1-1 与类、组别号 PI.1-1 相焊 厚度 4 直径 φ89 焊后热处理: 温度 保温时间 保护气体: 尾气保护气 Ar 流量 5~6L/min 背面保护气 流量 焊接材料: 焊条标准: GB/T5117–1995 焊条牌号:直径 CHE427 φ2.5 焊丝牌号:直径 H08Mn2SiA φ2.0 焊剂牌号: 熔敷金属厚度 4~6㎜ 电特性: 电流种类 直 流 极性 1. 正 ; 2. 反 焊接电流( A) 电压(