精品文献
用EXCEL如何制做SPC控制图
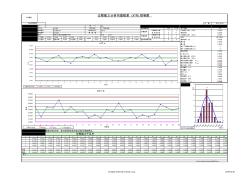
SPC过程能力控制图计量型(自动生成)
过程能力分析均值极差 (X-R)控制图 日 期 工厂 过 程 信 息 栏 统计特性描述 数 据 值 零件号 数据重要趋势 X 图 R 图 样本容量 100 图纸编号 3 3 工程规范下限 (LSL) 5.6000 模具编号 8 11 规格中线 6.0000 描述 单位 mm 3 3 工程规范上限 (USL) 6.4000 尺寸规格 6.000 上公差 0.400 下公差 0.400 UCLx 6.235 AVERx 5.973 LCLx 5.711 9 11 总和 597.2800 下公差限 5.600 规格中线 6.000 上公差限 6.400 UCLr 0.820 AVERr 0.359 LCLr 0.000 超出控制线点数 0 0 读数均值 (X) 5.9728 最大值 6.4200 最小值 5.5600 低于下控制线点数 (X) 0 高于上控制线点数 (X) 0 极差均值
如何理解质量控制图
质量控制图 现代质量管理强调以预防为主。 要求在质量形成的整个生产过程中, 尽量少出或不出不合格 品,这就需要研究两个问题: 一是如何使生产过程具有保证不出不合格品的能力; 二是如何把这 种保证不出不合格品的能力保持下去,一旦这种保证质量的能力不能维持下去,应能尽早发现, 及时得到情报,查明原因,采取措施,使这种保证质量的能力继续稳定下来,保持下去,真正做 到防患于未然。 前一个问题一般称为生产过程中的工序能力分析, 后一个问题一般称为生产过程 的控制。这两个问题都与控制图有着密切的联系。 控制图是画有控制界限的一种图。 它是用来区分质量波动究竟是偶然原因引起的还是 由于系统原因引起的,可以提供系统原因存在的信息,从而判断生产过程是否处于稳定状态的 图。从这个意义上讲,控制图是发现系统原因的 “信号图 ”、“温度计 ”。 控制图的主要用途有: ①分析质量形成过程的状态, 看工序或质量形成过