精品文献
圆管柱拼接节点

圆管柱外形尺寸终检记录表
附录 A 圆管柱外形尺寸终检记录表 表 A-1 圆管柱外形尺寸终检记录表 工程名称 : 检查项目 构件名称 : 允许偏差 班组 : 构件编号 编号: 图例 实测偏差( mm) 柱的高度 H 铣平面到第一个安装孔的距离 柱身弯曲矢高 牛腿上表面到柱底距离 l1 两牛腿上表面之间的距离 l4 牛腿的长度偏差 各牛腿腹板中线与钢管中心的偏差 Δ3 各牛腿之间的夹角偏差 Δ4 牛腿孔到柱轴线距离 L2 牛腿的翘曲、扭曲、 侧面偏差 Δ L2≤1000mm L2>1000mm ±3.0mm ±1.0mm H/1500 且不应大于 5.0mm ±2.0mm ±3.0mm 2.0mm L2 2 2 柱上端面 ±20′ ±3.0mm 2.0mm 3.0mm 符合表 3.3.2-4 的规定 向 (牛腿扭曲) 3 端部铣平面表面粗糙度 钢管外径偏差 管口圆度 管面对管轴的垂直度 对口错边 柱脚底板平面度 柱脚
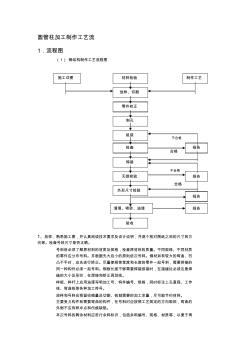
圆管柱加工制作设计,组织工艺流程图
圆管柱加工制作工艺流 1.流程图 (1) 钢结构制作工艺流程图 不合格 合格 不合格 合格 1、放样、熟悉施工图,并认真阅读技术要求及设计说明,并逐个核对图纸之间的尺寸和方 向等。检查号料尺寸是否正确。 号料前必须了解原材料的材质及规格,检查原材料的质量。不同规格、不同材质 的零件应分布号料。并根据先大后小的原则依次号料。钢材如有较大的弯曲、凹 凸不平时,应先进行矫正。尽量使相等宽度和长度的零件一起号料,需要拼接的 同一种构件必须一起号料。钢板长度不够需要焊接拼接时,在接缝处必须注意焊 缝的大小及形状,在焊接和矫正再划线。 样板、样杆上应用油漆写明加工号、构件编号、规格,同时标注上孔直径、工作 线、弯曲线等各种加工符号。 放样和号料应预留收缩量及切割、铣刨需要的加工余量,尽可能节约材料。 主要受力构件和需要弯曲的构件,在号料时应按照工艺规定的方向取料,弯曲的 外侧不应有样冲点和伤痕缺陷。