精品文献
预应束制备及穿束

预应力穿编束工艺
预应力钢绞线整体 编束、穿束流程图 1、钢筋绞线两侧同时编束,编号相同。如下图 2、钢绞线 中间间隔 1.5-2.0m 扎束 3、制作牵引器(头) 牵引头制作步骤如下: ○O先在梁板孔道内,穿一根钢丝做引线↓ ①打平“剪切并编束好”的钢绞线头。↓ ②安装吊环↓ ③安装索套↓ ④安装索帽↓ ⑤连接牵引钢丝↓ ⑥圈扬机索引↓ 4、整体穿束,卷扬机牵引
预应力编束
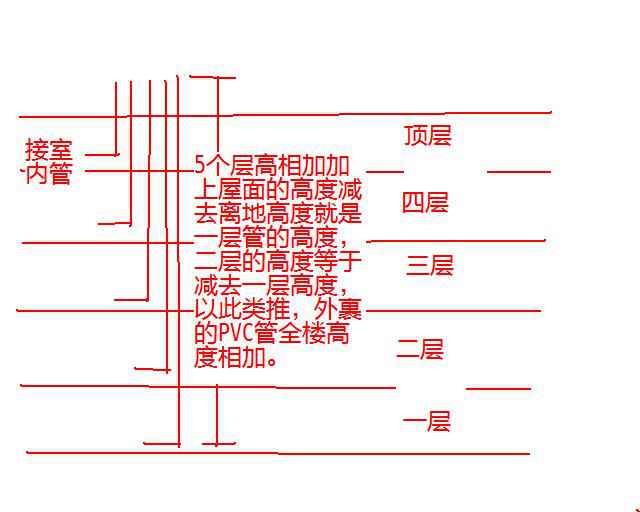
文本摘要: 桥梁预应力精细化施工全过程测控技术体系包括:梳编穿束系统 ——确保有效预应力同束不均 匀度;预应力张拉控制系统 ——确保有效预应力大小及其同断面不均匀度;有效预应力检测控制系统 —— 对预应力施工过程进行结果验收控制;智能评估系统 ——实时跟踪现场过程与验收结果控制,全面确保预 应力施工质量 ⋯ 关 键 词:桥梁 预应力 测控技术 我们在九十年代初期所提出的控制预应力大小与不均匀度的理念, 通过开发的 “桥梁预应力精细化施工 全过程测控技术体系 ”(简称 “体系”)得以实现并在大量工程中实践验证,得出了相应的量化控制指标。在 此基础上主编了重庆市两个地规 《桥梁预应力及索力张拉施工质量检测验收规程》 (CQJTG/T F81-2009 ) 以及重庆市建委强制性规范《重庆市市政基础设施工程预应力施工质量验收规范》 (DBJ50-134-2012 ), 前者核心内容被部规《公路桥涵