精品文献
怎样用电焊焊接薄板
 焊条电弧焊焊接薄板箱体焊缝的一点小技巧
焊条电弧焊焊接薄板箱体焊缝的一点小技巧
焊条电弧焊焊接薄板箱体焊缝的一点小技巧
通常在焊接0.5~2.5mm厚低碳钢板外角焊缝时,极易出现烧穿、塌陷等焊接缺陷,影响焊件的焊接成形、使用及焊缝的美观。笔者通过长期的实践经验和在施焊一批水箱过程中,得出一点小经验,即
薄板不锈钢焊接规程
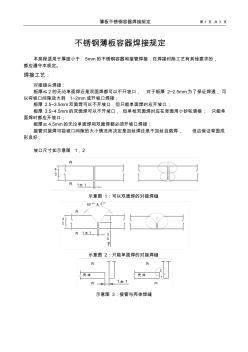
薄板不锈钢容器焊接规定 第 1 页 共 3 页 不锈钢薄板容器焊接规定 本规程适用于厚度小于 5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤ 2的无论单面焊还是双面焊都可以不开坡口, 对于板厚 2~2.5mm为了保证焊透,可 以将坡口间隙放大到 1~2mm或开坡口焊接; 板厚 2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚 3.5~4.5mm的双面焊可以不开坡口, 但单枪双面焊时应在背面用小砂轮清根; 只能单 面焊时都应开坡口; 板厚≥ 4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊, 但应保证背面成 形良好; 坡口尺寸如示意图 1,2 1± 1外 内 3 -4 示意图 1:可以双面焊的对接焊缝 60° ± 5° 2 -4 1 ± 0