精品文献
怎样自学考取焊接工程师
焊接工程学
1、各种焊接方法各有哪些特点 ? ①气焊特点 : 优点: a、设备简单,移动方便,无电力供应地区亦可进行焊接; b、可以 焊接很薄的工件; c、焊接铸铁和部分有色金属时焊缝质量好。 缺点: a、热量较分散,热影响区及变形大; b、生产率较低,不易焊较厚金属; c、 气焊火焰中氧、 氢易与熔化金属发生作用, 使某些金属焊缝性能降低; d、难以实现自动化。 ②焊条电弧焊特点 :a、设备简单 ,其操作灵活、方便,适应性强,不受场地和焊接位置的 限制,在焊条能达到就能施焊。 b、应用范围广 , 除难熔或极易氧化的金属外,大部分工业用 金属均能采用焊条电弧焊进行焊接。 c、操作技术要求高 ,焊接质量在一定程度上取决于焊工 的操作水平。 d、生产率较低 ,需要更换焊条,焊条不能充分利用。 ③埋弧焊特点 :埋弧焊的主要优点: 1、焊缝质量高 :熔渣膜隔绝空气,保护效果好; 2、操作条件好 :熔渣隔离弧
焊接工程监理检查提纲
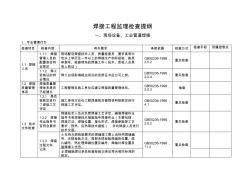
焊接工程监理检查提纲 一、现场设备、工业管道焊接 1、专业管理行为 检查项目 检查内容 有关要求 条款依据 检查方式 检查手段 所属控制点 1.1 焊接 人员 1.1.1 焊接 管理人员的 配置是否符 合规定 现场配设焊接技术人员、质量检查员,要求具有中 坟以上学历及一年以上的焊接生产实际经验,能具 体指导、检查现场的焊接工作(技术、质检人员具 有上岗证) GB50236-1998, 2.0.2 重点检查 1.1.2 焊工 资格证的符 合情况 焊工必须取得相应项目的资质证书后方可上岗。 GB50236-1998, 2.0.4 重点检查 1.2 焊接 质量管理 体系 焊接质量管 理体系是否 已经建立 工程管理及施工单位应建立焊接质量管理体系。 GB50236-1998,2.0.3 抽查 1.3 技术 文件检查 1.3.1 是否 按规定进行 了焊接工艺 评定 施工承包方应在工程焊接前对被焊材料