12Cr1MoV钢主蒸汽管道焊接工艺
2025-04-01
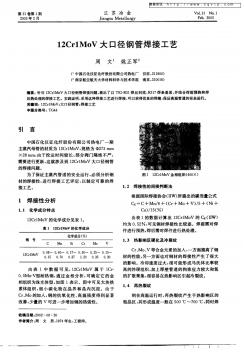
针对安装中遇到的12Cr1MoV耐热钢管的焊接问题,通过对12Cr1MoV钢进行焊接性能分析,制定了合理的焊接施工工艺。实践证明:采用该工艺进行焊接,可以获得了优良的焊缝,能够保证管道的安全运行。该工艺能为类似的管道焊接提供借鉴。

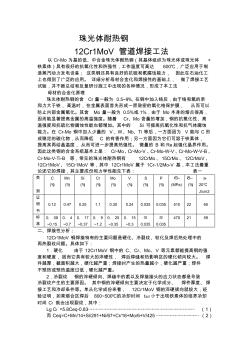
珠光体耐热钢 12cr1mov管道焊接工法 以cr-mo为基的低、中合金珠光体耐热钢(其基体组织为珠光体或珠光体+ 铁素体)具有很好的抗氧化性和热强性,工作温度可高达600℃,广泛应用于制 造蒸汽动力发电设备;这类钢还具有良好的抗硫和氢腐蚀能力,因此在石油化工 上也得到了广泛的应用。详细分析母材合金化和焊接性的基础上,做了焊接工艺 试验,并不断总结和反复研讨施工中出现的各种情况,形成了本工法. 母材的合金化原理 珠光体耐热钢的含cr量一般为0.5~9%,在钢中加入铬后,由于铬和氧的亲 和力大于铁,高温时,在金属表面首先形成一层致密的氧化铬保护膜,从而可以 防止内部金属氧化。其含mo量一般为0.5%或1%,由于mo本身的熔点很高, 因而能显著提高金属的高温强度。随着cr、mo含量的增加,钢的抗氧化性、高 温强度和抗硫化物腐蚀性能也都增加。其中的
gy016 过热器12cr1mov 焊接工艺 作业日期: 批准: 审核: 编制: 过热器12cr1mov焊接工艺 材质:12cr1mov规格:ф42×5 采用tig全氩弧焊,焊丝采用r31。 一、坡口制作 采用v型坡口、单面坡口30o全部采用机加工并符合图样要求 a a=30o b=2mm δp=1~2mm δ=5mm pb 二、焊前准备 1.将300、1200弯从距离管子弯曲起点至少70mm处切开,以方便焊接600、900弯与联箱的对接焊口。 2.将管口内、外壁10—15mm范
编辑推荐下载
格式:pdf
大小:1.3MB
页数:3P
人气:90
 4.7
4.7
**资讯 http://www.cqvip.com **资讯 http://www.cqvip.com **资讯 http://www.cqvip.com
格式:pdf
大小:45KB
页数:5P
人气:90
4.8
12cr1mov合金钢管的焊接工艺 工艺:12cr1mov钢中的cr、mo、v等强烈的碳化物形成元素有使 接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)mt检查, 无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金 属光泽;坡口装配避免强制组对。 焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度 250~300度;层间温度应在预热温度控制范围内。 gtaw(纯ar气体保护):建议采用tig-r31(含v)焊丝,直径 2.5mm,电流100~140a。 如果有一定壁厚,管径不是很小的话,建议采取gtaw+smaw。 smaw:焊条采用r337,规格可以按实际情况来定。 焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。 12cr1mov最好采用相应成分的耐热钢焊条,如r310、r312、r317、 r316
热门文档 12Cr1MoV钢主蒸汽管道焊接工艺
格式:pdf
大小:37KB
页数:4P
人气:90
4.5
12cr1mov合金钢管的焊接工艺 工艺:12cr1mov钢中的cr、mo、v等强烈的碳化物形成元素有使接头过热区产 生再热裂纹的倾向。坡口机加工后(焊接前)mt检查,无裂纹、无缺陷,焊前坡口及 周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。 焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层 间温度应在预热温度控制范围内。 gtaw(纯ar气体保护):建议采用tig-r31(含v)焊丝,直径2.5mm,电流100~ 140a。 如果有一定壁厚,管径不是很小的话,建议采取gtaw+smaw。 smaw:焊条采用r337,规格可以按实际情况来定。 焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。 12cr1mov最好采用相应成分的耐热钢焊条,如r310、r312、r317、r316f
格式:pdf
大小:853KB
页数:2P
人气:90
4.7
**资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:95KB
页数:9P
人气:90
4.5
主蒸汽管道焊接技术措施 编号:ⅲ-sr-hj-a-08 第1页/共9页 1.概况简介: 1.1石家庄东方热电股份有限公司热电四厂三期扩建工程1×260t/h煤粉 锅炉为东方锅炉集团设计制造的dg260j/9.81-ⅱ1型超高压数、四角切圆 燃烧方式、液态排渣、平衡通风、自然循环全钢构架汽包炉。锅炉半露天 布置。单根主蒸汽管道由炉顶标高为42.230米集汽集箱的右端引出。 1.2本措施适用于石家庄东方热电股份有限公司热电四厂三期扩建工程1 ×260t/h煤粉锅炉主蒸汽管道的焊接施工。 1.3主蒸汽管道的材质、规格及焊接工作量详见附表。 2.执行标准: 2.1《火力发电厂焊接技术规程》dl/t869-2004 2.2《火电施工质量检
格式:pdf
大小:775KB
页数:4P
人气:90
4.4
 SA335-P91钢主蒸汽管道焊接技术
SA335-P91钢主蒸汽管道焊接技术 青海华电大通2×300mw机组工程中主蒸汽管道采用sa335p91钢制造,sa335p91钢在国内属应用推广阶段,该钢种是我省首次在火力发电厂应用的新钢种,本文就具体的现场焊接工艺和技术措施给予了较详细的阐述,对sa335p91钢现场施焊有一定参考意义。

精华文档 12Cr1MoV钢主蒸汽管道焊接工艺
格式:pdf
大小:52KB
页数:8P
人气:90
4.6

1cr5mo合金钢管焊接及热处理工艺标准 xxxxx有限责任公司 前言 本工艺标准根据《钢制压力容器焊接工艺评定》nb/t47014- 2011和现行《钢制压力容器焊接规程》jb/t47015-2011编制。参考 李亚江等主编的《实用焊接技术手册》。rt射线探伤表明,严格按照本 施工工艺进行焊接的焊缝100%合格。 编制人:xxx 目次 1范围..................................................................................................................................................................4 2焊接方法及焊材..................................
格式:pdf
大小:156KB
页数:3P
人气:90
4.5
低压蒸汽管道DN500波纹补偿器焊接工艺的实践 介绍低压蒸汽管网波纹补偿器的焊接方法、焊接材料的选取以及施焊操作要点,提出φ530波纹补偿器安装焊接及质量检查的具体措施,为该类型补偿器的推广应用积累了焊接作业经验。
格式:pdf
大小:196KB
页数:3P
人气:90
4.5
P91+12Cr1MoV异种钢超厚壁大径管焊接工艺 介绍了山西电建四公司首次焊接sa335-p91+12cr1movg钢超厚壁大径管异种钢焊接方法、工艺控制及焊接过程中的注意事项。通过对sa335-p91钢和12cr1movg钢焊接性和机械性能的对比分析,制定了合理的焊接工艺,同时在施焊过程中严格控制预热温度、层间温度和焊后热处理参数,控制焊接线能量大小,并且在钨极氩弧焊打底时要保证充氩良好,最终确保获得性能优良的焊接接头。机组投运后正常稳定运行表明,此种焊接工艺是可行的。
格式:pdf
大小:890KB
页数:4P
人气:90
4.8
超超临界机组主蒸汽管道P122钢的焊接工艺控制 p122钢具有较高的热稳定性,满足1000mw超超临界机组高温高压蒸汽的要求,但是其可焊性较差。介绍了超超临界机组主蒸汽管道p122钢的焊接工艺控制方法。实践证明,通过对焊接焊后热处理工艺和操作手法的严格控制,能够保证焊缝质量一次合格,焊缝的化学成分和显微组织符合标准要求。
最新文档 12Cr1MoV钢主蒸汽管道焊接工艺
格式:pdf
大小:338KB
页数:3P
人气:90
4.6
主蒸汽管道焊接三通超声波探伤 介绍了焊接三通热态测试的应力集中系数及区域,通过不同部位三通焊颖截面分析,规范了超声波探伤方法及缺陷的评价
格式:pdf
大小:132KB
页数:4P
人气:90
4.7
钢套钢蒸汽管道的焊接 辽河石油勘探局油田建设工程二公司承建的大连开发区蒸汽管道,全部采用钢套钢结构,芯管和套管的材质均为q235,通过对其工艺性能和使用性能的分析,提出采用tig+smaw组合焊接方法焊接芯管,用smaw方法焊接外护管;选用h08a焊丝和e4303焊条;焊接设备选用美国miller-400型直流发电机组和qq-85℃/160a-c型气冷tig焊炬。通过现场焊接试验,制订了焊接工艺参数,文章详细介绍了芯管和外护管的焊接方法。实践证明,采用该方法焊接小直径薄壁管道,焊接工艺合理,焊缝合格率高,管道使用寿命长,经济效益显著。
格式:pdf
大小:108KB
页数:6P
人气:90
4.5
1 主蒸汽管道(阀门)焊接作业指导书 一、目标 焊口外观检查合格,打压无漏泄,无损检测符合国家及行业标准。 二、适用范围 本作业指导书适用于规格为φ273×20-22mm,材质为12cr1mov、12crmo、 zg20crmov、zg20crmo的主蒸汽管道及阀门、三通的焊接。 三、应用文件 严格执行以下文件相关要求和规定:酒钢热电厂《安全工作规程标准》;国 家质检总局《锅炉压力容器压力管道焊工考试与管理规则》;电力行业标准 《电力建设施工及验收技术规范》(火力发电厂焊接篇)酒钢热电厂《发电 设备检修工艺标准》 四、安全技术要求 1、焊接工作必须遵守安全、环保、防火等规程的有关规定。焊接人员必须 持有有效的特种作业操作证。 2、焊接操作人员必须经过焊接基本知识和实际操作技能培训,并按照国家 质检总局颁布发的《锅炉压力容器压力管道焊工考试与管理规则》或 sd263-8
格式:pdf
大小:548KB
页数:2P
人气:90
4.5
12CrMOV钢主蒸汽管道的蠕变疲劳失效分析 研究和分析了电厂12crmov钢(%:0.12c、0.45cr、0.31mo、0.22v)φ273mm×22mm主蒸汽管道服役30000h后疲劳蠕变交互作用的失效裂纹特征。结果表明,裂纹延晶前扩展,蠕变诱发钢管表面氧化物缺陷产生的应力集中,粗大碳化物的存在,高温冲击载荷引起的热疲劳是钢管内表面形成裂纹的主要原因。
格式:pdf
大小:96KB
页数:12P
人气:90
4.3
碳钢管道焊接工艺规程 鄂尔多斯市精工动力设备安装有限责任公司 年月日 碳钢管道焊接工艺规程 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件, 其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新 版本适用于本标准。 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 dl/t869-2004《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并
格式:pdf
大小:109KB
页数:未知
人气:90
4.5
20钢蒸汽管道对接焊焊接工艺 焊接20钢的蒸汽管道时采用氩弧焊打底,焊条电弧焊盖面的焊接工艺,减少了气孔、夹渣和未焊透等缺陷的出现几率,提高了焊接质量和接头的合格率,为以后此类压力管道焊接提供了详实的资料,此工艺经济适用,很有推广价值。
格式:pdf
大小:185KB
页数:未知
人气:90
4.6
蒸汽管道12Cr1MoV钢的焊接工艺 针对中煤集团鄂尔多斯图克化肥项目2×40000m3/h空分装置中蒸汽管道12cr1mov珠光体耐热钢的焊接问题,通过对12cr1mov钢焊接性能分析,制定了合理的焊接施工工艺。经过相应检测手段证明,采用该焊接施工工艺完成的焊缝质量可靠,符合相关标准要求,能够保证蒸汽管道的安全运行。该焊接施工工艺为今后类似的管道焊接工作提供参考价值。
格式:pdf
大小:159KB
页数:未知
人气:90
4.4
12CrMoV钢主蒸汽管道的蠕变疲劳失效分析 研究和分析了电厂12crmov钢(%:0.12c、0.45cr、0.31mo、0.22v)φ273mm×22mm主蒸汽管道服役30000h后疲劳蠕变交互作用的失效裂纹特征。结果表明,裂纹延晶前扩展,蠕变诱发钢管表面氧化物缺陷产生的应力集中,粗大碳化物的存在,高温冲击载荷引起的热疲劳是钢管内表面形成裂纹的主要原因。

格式:pdf
大小:553KB
页数:18P
人气:90
4.6
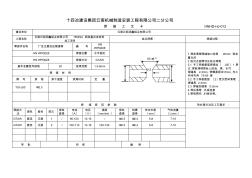
十四冶建设集团云南机械制造安装工程有限公司二分公司 焊接工艺卡hnhd-hj-012 建设单位云南云铝润鑫铝业有限公司 工程名称 云南云铝润鑫铝业有限公司150kt/a铝钛基合金材料 加工项目 结点简图:焊接过程: 零部件名称厂区主要空压管道等编号 hn wpq028 60±5° 2-3 1焊前清理焊缝坡口各侧20mm致金 属光泽 2组对点固焊详见结点简图 3.1手工钨极氩弧焊焊丝〔j50〕1层 次,焊前清理焊丝上的油、锈、水汽, 焊缝高2-3mm,喷嘴直径ф8mm,与工 件间夹角75-85度 3.2手工钨极氩弧〔2〕层次层间清理, 焊缝高2-3mm 3.3焊缝加强高0-2mm 4.焊后清理,外观检查 5.射线探伤,ⅱ级合格。 hnwpq028焊接位置水平固定 hnwpq028焊接方法gtaw
文辑创建者
我要分享 >
职位:技术质量员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐