φ12mm热轧带肋钢筋三切分轧制工艺实践
2025-01-16
在八钢小型材机组现有工艺条件下,尝试12mm热轧带肋钢筋三切分轧制工艺技术的开发应用,探索解决提高产能及成材率指标的措施。结合切分轧制工艺特点,研究确定道次分配、活套改型、导卫设计方案,并对设备能力进行强度校核,提出工艺设计要点。对试轧中存在的问题进行有效改进,取得理想效果,为更多规格的多线切分轧制奠定理论依据。实践证明,切分轧制优势明显。

 Ф12mm热轧带肋钢筋的三切分轧制
Ф12mm热轧带肋钢筋的三切分轧制 对ф12mm热轧带肋钢筋的三切分轧制孔型设计进行了优化。
四切分Φ12mm热轧带肋钢筋轧后穿水的实践 四切分φ12mm热轧带肋钢筋轧后穿水,不仅降低了剪切温度,提高了剪切端面质量,而且提高了钢筋的力学性能,降低了原料中的合金含量。
编辑推荐下载
格式:pdf
大小:210KB
页数:4P
人气:62
 4.6
4.6
唐钢φ22mm热轧带肋钢筋切分轧制技术实践 介绍了唐钢第二钢轧厂二棒生产线的φ22mm螺切分轧制工艺的研究开发情况,重点介绍了φ22mm螺切分轧制的孔型系统和导卫系统。切分工艺应用后,彻底解决了5样连铸机与二棒生产能力不匹配的问题,提高了产品产量,取得了较好的经济效益。
格式:pdf
大小:1.9MB
页数:3P
人气:62
4.8
φ20、φ22mm热轧带肋钢筋二切分轧制 张钢棒材生产线在现有工艺设备条件下,通过改变辊径和部分减速比的方法,改变电机转速;重新分配压下量和合理设计孔型系统,实现了φ20、φ22mm热轧带肋钢筋二切分轧制。粗轧机组采用大辊径,精轧机组采用小辊径;预变形孔型k5宽、高由33mm×42mm优化为26mm×30mm;预切分孔型k4切分角由65°缩小为60°。二切分轧制的成功使钢筋的产能提高了1倍。
热门文档 φ12mm热轧带肋钢筋三切分轧制工艺实践
格式:pdf
大小:1.5MB
页数:3P
人气:62
4.8
二线切分生产Φ22mm热轧带肋钢筋的实践 介绍了日钢棒材厂通过优化φ22mm带肋钢筋的成品孔型参数和工艺调整技术、将18#轧机的电机功率由1000kw增大为1400kw、优化冷床的齿条尺寸、为k3孔的入口导卫加装2个平辊等技术措施,成功地实现了φ22mm热轧带肋钢筋的二线切分轧制,使其产量提高了16.9%,产品合格率达99.6%,而且生产顺畅,作业率达85.3%以上。
格式:pdf
大小:179KB
页数:未知
人气:62
4.6
二线切分生产Ф22mm热轧带肋钢筋的实践 介绍了日钢棒材厂通过优化ф22mm带肋钢筋的成品孔型参数和工艺调整技术、将18^#轧机的电机功率由1000kw增大为1400kw、优化冷床的齿条尺寸、为k3孔的入口导卫加装2个平辊等技术措施,成功地实现了ф22mm热轧带肋钢筋的二线切分轧制,使其产量提高了16.9%,产品合格率达99.6%,而且生产顺畅,作业率达85.3%以上。
格式:pdf
大小:170KB
页数:2P
人气:62
4.4
Ф22mm规格热轧带肋钢筋二切分轧制生产实践 为提高产品竞争力,山钢股份莱芜分公司在ф16mm、ф18mm规格热轧带肋钢筋双切分工艺生产基础上,开发ф22mm规格双切分工艺。精轧采用无槽-立箱-预切-切分-椭圆-成品孔型,合理分配压下量,根据料型配置进出口导卫。通过不断改进,实现了规模化生产,产品成材率达到101.85%,定尺率达到98.9%。
格式:pdf
大小:2.1MB
页数:8P
人气:62
4.7
φ12mm带肋钢筋四切分轧制技术的开发与实践 作者:刘永刚 作者单位:河北钢铁集团宣钢公司河北宣化075100 本文链接:http://d.g.wanfangdata.com.cn/conference_8305841.aspx
格式:pdf
大小:116KB
页数:1P
人气:62
4.6
四线切分热轧带肋钢筋控制线差的生产实践 为控制四线切分热轧带肋钢筋的线差,承钢三棒从孔型设计、轧制温度、精轧使用高品质轧辊及短应力轧机精度等方面,采用了一系列措施,控制线差,提高成材率。
精华文档 φ12mm热轧带肋钢筋三切分轧制工艺实践
格式:pdf
大小:228KB
页数:3P
人气:62
4.6
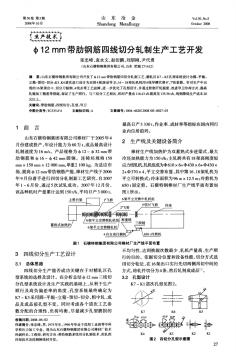
φ12mm带肋钢筋四线切分轧制生产工艺开发 山东石横特钢集团有限公司开发了φ12mm带肋钢筋四切分轧制工艺,精轧区k7~k3孔型系统设计为圆-平辊-立箱-预切-切分;k3、k4道次进口设计为双排4轮滚动导卫;16~18架轧机间用4线导槽代替6#、7#活套器。针对生产中出现的16架顶出口、切分刀黏钢、4线差等工艺故障,进一步优化了孔型设计,并通过控制开轧温度、改进导卫冷却方式、提高轧辊加工精度等措施,保证了生产顺行。与三切分工艺相比,机时产量由116.43t/h提高至135.56t/h,吨钢降低生产成本20元以上。
格式:pdf
大小:1.2MB
页数:4P
人气:62
4.4
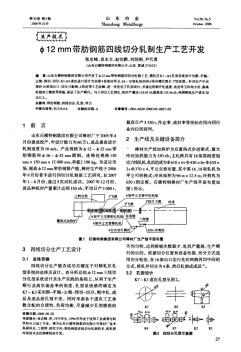
φ12mm带肋钢筋四线切分轧制生产工艺开发 作者:张忠峰,袁永文,赵衍鹏,刘朋刚,尹代勇,zhangzhong-feng,yuanyong-wen, zhaoyan-peng,liupeng-gang,yindai-yong 作者单位:山东石横特钢集团有限公司,山东,肥城,271612 刊名: 山东冶金 英文刊名:shandongmetallurgy 年,卷(期):2008,30(5) 引用次数:0次 参考文献(1条) 1.《小型型钢连轧生产工艺与设备》编写组小型型钢连轧生产工艺与设备1999 相似文献(2条) 1.期刊论文袁永文.yuanyong-wenφ10mm带肋钢筋四线切分轧制技术的开发与应用-轧钢2009,26(2) 介绍了φ10mm热轧带肋钢筋四线切分工艺孔型系统的设计、导卫系统的选择以及轧制过程中调整操作要
格式:pdf
大小:181KB
页数:3P
人气:62
4.4
热轧带肋钢筋性能与工艺研究 根据对邯钢热轧带肋钢筋性能长期的统计分析,找出了屈服强度、晶粒度、碳当量等因素之间的定量关系。
格式:pdf
大小:527KB
页数:4P
人气:62
4.5
热轧带肋钢筋控轧工艺生产实践 为了在中、精轧之间没有足够的轧件均热距离的生产线上也能实现钢筋的控轧控冷,并降低hrb400钢筋中的微合金元素含量,莱芜钢铁股份有限公司棒材厂在其中小型车间进行了生产试验,通过将开轧温度由1030~1060℃降低到1000~1030℃,在中、精轧之间增设长6m的轻穿水装置,在微合金元素v含量减半的情况下,φ28、φ32mm钢筋的平均屈服强度达459.85mpa,平均抗拉强度达605.83mpa,平均伸长率达20.87%。
最新文档 φ12mm热轧带肋钢筋三切分轧制工艺实践
格式:pdf
大小:68KB
页数:2P
人气:62
4.5
Φ16mm热轧圆钢及热轧带肋钢筋的工艺改进 简述了在长治钢铁(集团)有限公司轧钢厂四车间通过改进工艺,从而提高φ16mm热轧圆钢及热轧带肋钢筋的机时产量,并取得了较好的经济效益。
格式:pdf
大小:25KB
页数:3P
人气:62
4.4
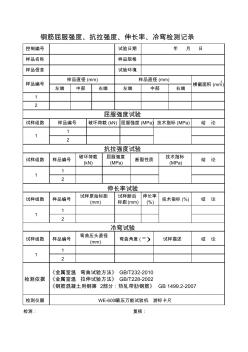
1 1 2 冷弯试验 试样组数 技术指标(%)结论试样原始标距(mm) 伸长率 (%) 试样断后 标距(mm) 1 1 2 抗拉强度试验 1 试样组数样品编号 破坏荷载 (kn) 屈服强度 (mpa) 技术指标 (mpa) 1 1 横截面积(mm 2 ) 左端中部 结论 右端 破坏荷载(kn)屈服强度(mpa) 中部 样品编号 1 2 样品直径(mm) 钢筋屈服强度、抗拉强度、伸长率、冷弯检测记录 样品信息 控制编号 样品名称 试验日期年月日 样品规格 试验环境 断裂性质 屈服强度试验 试样组数 《金属室温弯曲试验方法》gb/t232-2010 《金属室温拉伸试验方法》gb/t228-2002 《钢筋混凝土用钢第2部分:热轧带肋钢筋》gb1499.2-2007 样品直径(mm) 右端 1 2 结论 左端 样品编号 结论 技术指标
格式:pdf
大小:31KB
页数:1P
人气:62
4.8
怎样识别伪劣热轧带肋钢筋 热轧带肋钢筋俗称螺纹钢,广泛应用于房屋、道路等方面建设。现将钢材市场上的伪劣热轧带肋钢筋不合格因素列举如下。
格式:pdf
大小:446KB
页数:2P
人气:62
4.4
热轧带肋钢筋质量检测 国家质量监督检验检疫总局颁发的《钢筋混凝土用热轧带肋钢筋生产许可证换(发)证实施细则》规定,获证的热轧带肋钢筋产品必须执行现行的国家强制性《gb1499-1998钢筋混凝土用热轧带肋钢筋》标准,该标准对钢筋标牌(俗称吊牌)和钢筋表面标志有着严格的管理规定,即每一捆钢筋上都应
格式:pdf
大小:24KB
页数:3P
人气:62
4.6
热轧带肋钢筋产品说明及特性 1.品种规格 热轧带肋钢筋的牌号由hrb和牌号的屈服点最小值构成。 h、r、b分别为热轧(hotrolled)、带肋(ribbed)、钢筋(bars) 三个词的英文首位字母。热轧带肋钢筋分为hrb335(老牌号 为20mnsi)、hrb400(老牌号为20mnsiv、20mnsinb、20mnti)、 hrb500三个牌号。 2.含钒ⅲ级螺纹钢筋 ①含钒ⅲ级螺纹钢筋市场前景广阔 含钒新ⅲ级螺纹钢筋(20mnsiv、400mpa)在生产过程中 加入了钒、铌、钛等合金,与普通ⅱ级螺纹钢筋相比,具有 强度高、韧性好、焊接性能和抗震性能良好的优点。在欧洲 等发达国家建筑市场、ⅲ级螺纹钢筋占整个螺纹钢总量的 80%,如英国、德国、澳大利亚、日本等国家使用高强度含 钒ⅲ级螺纹钢筋已达80-90%。在我国1995年原冶金部和建 设部联合发文推广应用,建设部
格式:pdf
大小:5KB
页数:2P
人气:62
4.7
热轧带肋钢筋常识 热轧带肋钢筋俗称螺纹钢,其牌号由hrb和国家标准规定的牌号 的屈服点下限值构成,h、r、b分别为热轧、带肋、钢筋三个词的英 文首位字母。按照gb1499.2-2007《钢筋混凝土用钢第2部分热 轧带肋钢筋》的分类方法,热轧带肋钢筋分为hrb335、hrb400、 hrb500、hrb335e、hrb400e、hrb500e六个牌号。 热轧带肋钢筋是建筑工程的重要材料,选购时注意察看钢筋的外 观、尺寸、标识等。 一、钢筋的外观 热轧带肋钢筋根据其表面特征分为:月牙肋和等高肋两种。钢筋 的横截面通常为圆形,且表面通常带有两条纵肋和沿长度方向均匀分 布的横肋的钢筋。 从外观尺寸看,首先可用游标卡尺简单测量实际尺寸是否符合标 明尺寸,有些伪劣热轧带肋钢筋通过轧扁的方式来欺骗人的视觉,因 而从钢筋端面观察其为扁椭圆形,而正规材端面应基本为圆形;
格式:pdf
大小:259KB
页数:14P
人气:62
4.7
热轧带肋钢筋质检规程 1、适用范围 本规程适用于hrb335、hrb400热轧带肋钢筋的检验判定。 2、检验及取样要求见表1 表1 检验项目取样数量取样部位检验取样长度mm 力学性能 (拉伸、冷弯) 4个/批头部或尾部 初检2个 复检4个 试样—1、试样—2长度1000mm 试样—3、试样—4长度800mm 3、钢筋的牌号和化学成份(要求见表2)依照生产流程卡,质检 员认真填写记录。 表2 牌号原牌号 化学成分,% 执行标准 csimnvnbti psceq 不大于 hrb33520mnsi0.17-0.250.40-0.801.20-1.60---0.0450.0450.52gb1499.2-2007 hrb400 20mnsiv0.17-0.250.20-0.801.20
格式:pdf
大小:624KB
页数:5P
人气:62
4.6
热轧带肋钢筋裂纹分析 收集整理质量数据,找出热轧带肋钢筋裂纹的类型,从热轧带肋钢筋裂纹的宏观观察、微观观察、金相组织与裂纹显微分析,找出引起热轧带肋钢筋裂纹的主要原因,提出改进的措施与办法。
格式:pdf
大小:810KB
页数:4P
人气:62
4.7
热轧带肋钢筋断裂分析 为进一步提高产品质量,针对螺纹钢出现的裂纹和断裂事故进行了系统的生产工序分析.采用光谱分析仪分析了断裂钢筋的化学组成,利用光学显微镜、电子能谱仪分析断裂钢筋组织结构和断裂钢筋中非金属夹杂物的类型、数量、大小、组成及分布,并讨论了目前生产工艺中非金属夹杂物的来源.研究表明,钢筋中非金属夹杂物的产生是钢筋裂纹和断裂的根源,夹杂物主要是由炼钢脱氧和耐火材料腐蚀的铝硅酸盐组成.
文辑创建者
我要分享 >
职位:门窗材料跟单员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐