40t轴重不锈钢铁路矿石车中梁组成组焊工艺
2025-01-20
介绍了40 t轴重不锈钢铁路矿石车中梁组成主要结构、组装焊接工艺及其难点。针对组焊难点制定了合理组装及焊接工艺的控制措施,为该产品质量提供了可靠的工艺保证。

 不锈钢铁路罐车的埋弧自动焊工艺试验及应用
不锈钢铁路罐车的埋弧自动焊工艺试验及应用 采用埋弧自动焊对304l不锈钢进行焊接,通过工艺试验,证明了焊接工艺的可靠性,不锈钢铁路罐车运行良好。
编辑推荐下载
格式:pdf
大小:589KB
页数:3P
人气:69
 4.6
4.6
澳大利亚不锈钢矿石车制造工艺 简要描述了出口澳大利亚不锈钢矿石车的产品结构,详细介绍了该车的制造工艺,包括冲压工艺、车体组装工艺以及转向架工艺,并针对实际情况提出了重点控制部位。通过试制生产进一步验证了该车制造工艺的可靠性。

热门文档 40t轴重不锈钢铁路矿石车中梁组成组焊工艺

格式:pdf
大小:1.0MB
页数:3P
人气:69
4.4
本文采用自动焊方法,并通过试验不同的焊接参数,研究了sus304奥氏体不锈钢焊接接头的组织及性能,奥氏体不锈钢采用er308lsiφ1.0mm焊丝焊接4mm厚试板,研究了不同焊接参数得到的焊缝接头质量,得到了正确的焊接参数,同时对焊后试板进行渗透探伤及射线探伤,均无缺陷。通过对焊缝及热影响区力学性能分析,得出焊缝力学性能达到了325mpa,采用直径40mm压头的弯曲试验,试验结果均合格,且宏观微观熔合良好,可以满足产品的使用要求。
格式:pdf
大小:117KB
页数:1P
人气:69
4.5
不锈钢与纯铜的钎焊工艺 我公司承接某电厂一产品,材质为06cr19ni10与纯铜,结构如附图所示。1.方案预定(1)按图样尺寸下1000mm×500mm×10mm的06cr19ni10钢,钻孔铣槽。(2)纯铜的作用是起导电作用,可以用堆焊或加塞焊接的方法得到。2.焊接性分析06cr19ni10属于奥氏体不锈钢,焊接时易出现晶
格式:pdf
大小:1.1MB
页数:5P
人气:69
4.4
100t矿石/矿粉/钢材运输专用车中梁制造工艺 根据100t矿石/矿粉/钢材运输专用车中梁结构复杂、焊后变形大、450钢焊接难度大以及c级钢焊接、拉铆钉等特点,有针对性地编制制造工艺方案,并顺利完成该车中梁的制造。
格式:pdf
大小:698KB
页数:5P
人气:69
4.4

不锈钢的钎焊工艺 不锈钢钎焊前的清理要求比碳钢更为严格。这是因为不锈钢表 面的氧化物在钎焊时更难以用钎剂或还原性气氛加以清除。不锈钢钎 焊前的清理应包括清除任何油脂和油膜的脱脂工作。待焊接头的表面 还要进行机械清理或酸液清洗。 但是,要避免用金属丝刷子擦刷,尤其要避免使用碳钢丝刷子 擦刷。清理以后要防止灰尘、油脂或指痕重新沾污已清理过的表面。 最好的办法是零件一经清洗之后立即进行钎焊。如果做不到这一点, 就应该把清洗过的零件转入密封的塑料袋中,一直封存到钎焊前为 止。 不锈钢可以用多种方法进行钎焊,如烙铁、火焰、感应、炉中 钎焊等方法。炉中钎焊用的炉子必须具有良好的温度控制系统,并能 快速冷却。 用氢气作为保护气体进行钎焊时,对氢气纯度的要求视钎焊 温度和母材成分而定,即钎焊温度越低,母材含有稳定剂越多,要求 氢气的露点越低。例如对于1cr13和cr17ni2等马氏体不锈钢
精华文档 40t轴重不锈钢铁路矿石车中梁组成组焊工艺
格式:pdf
大小:28KB
页数:2P
人气:69
4.7
不锈钢氩弧焊工艺指导书 一、目的 本指导书规定不锈钢氩弧焊的基本方法,焊接时的一般参数以及正确的作业规 范和工作中的注意事项。 二、范围 本工艺适用于各种不锈钢板、不锈钢材料的焊接。 三、设备 直流钨极氩焊机tig-250 额定输入电压:单相380v±10%/50hz 焊接电流调节范围:5a—250a 最小焊接电流:≤40a 最大焊接电流:≥250a 预送气时间:0.3s 气体延时:0.3—16s 冷却方式:风冷 四、操作工艺 1、焊接操作前应首先检查被焊工件部位有无氧化物、油脂、涂层等垃圾物,焊前 必须严格清理,否则极易引起熔核成形不良,甚至会产生未焊透等质量的发生。 2、焊接前应领会图纸的技术要求,严格按照图纸要求进行施工,在将焊接件按图 纸尺寸要求定位好后,应用工艺撑杆加强、加固,以防止或减小在焊接过程中 产生的焊接变形,确保产品质量。 3、焊接前应
格式:pdf
大小:698KB
页数:5P
人气:69
4.4
不锈钢的钎焊工艺 不锈钢钎焊前的清理要求比碳钢更为严格。这是因为不锈钢表 面的氧化物在钎焊时更难以用钎剂或还原性气氛加以清除。不锈钢钎 焊前的清理应包括清除任何油脂和油膜的脱脂工作。待焊接头的表面 还要进行机械清理或酸液清洗。 但是,要避免用金属丝刷子擦刷,尤其要避免使用碳钢丝刷子 擦刷。清理以后要防止灰尘、油脂或指痕重新沾污已清理过的表面。 最好的办法是零件一经清洗之后立即进行钎焊。如果做不到这一点, 就应该把清洗过的零件转入密封的塑料袋中,一直封存到钎焊前为 止。 不锈钢可以用多种方法进行钎焊,如烙铁、火焰、感应、炉中 钎焊等方法。炉中钎焊用的炉子必须具有良好的温度控制系统,并能 快速冷却。 用氢气作为保护气体进行钎焊时,对氢气纯度的要求视钎焊 温度和母材成分而定,即钎焊温度越低,母材含有稳定剂越多,要求 氢气的露点越低。例如对于1cr13和cr17ni2等马氏体不锈钢
格式:pdf
大小:304KB
页数:1P
人气:69
4.4
不锈钢厚壁管全位置焊工艺 论述1cr18ni9ti不锈钢φ133×δ11mm大管水平固定全位置焊接的具体要求和方法,着重论述采用手工钨极氩弧焊打底,混合气体(co_2+ar)保护焊填充及盖面焊,立向上的水平固定全位置焊接的操作特点和操作步骤。
格式:pdf
大小:193KB
页数:2P
人气:69
4.6
A508-Ⅲ钢的不锈钢带极堆焊工艺 对a508-ⅲ钢进行不锈钢带极堆焊,以提高其耐蚀性。过渡区堆焊带材为d309l,表层堆焊带材为d308l,焊剂为shd-202型烧结型电渣焊剂。采用zpgt-1000平特性电源、mui-1000-i机头、自制简易磁控焊带给送装置、双管道式焊剂给送装置,以及适宜焊接工艺,对a508-ⅲ钢进行大面积堆焊,取得了良好的效果。
格式:pdf
大小:49KB
页数:7P
人气:69
4.6
不锈钢焊接工艺(氩弧 焊工艺) 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品2 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本 指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使 用前应清除油锈及其他污物,露出金属光泽。 3.2.氩气 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品3 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/
最新文档 40t轴重不锈钢铁路矿石车中梁组成组焊工艺
格式:pdf
大小:159KB
页数:2P
人气:69
4.4
薄壁不锈钢贮罐的现场组焊 本文介绍了大型薄壁不锈钢贮罐的下料、组对工艺,并针对如何控制焊接变形问题采取了一系列措施,最终达到了预期目的。
格式:pdf
大小:386KB
页数:2P
人气:69
4.7
薄不锈钢覆层的20钢管对接TIG焊工艺 介绍了一种规格为!86mm×(3+0.5)mm的0cr18ni9+20复合管的tig焊工艺,从焊接材料选择、焊接工艺评定等方面进行了分析和论证。
格式:pdf
大小:36KB
页数:3P
人气:69
4.4
南通中远船务工程有限公司技术部发布第1页共3页 南通中远船务工程有限公司通用工艺 nts-l04046 不锈钢管氩弧焊工艺 编制: 校对: 审核: 审定: 2005年月日实施 通用工艺不锈钢管氩弧焊工艺 南通中远船务工程有限公司技术部第2页共3页 1、适用范围 本工艺适用于奥氏体不锈钢管材的对接焊。 2、焊前准备 2.1采用机械和手工方法加工坡口,其形式如图: 参照锅炉管对接氩弧焊图形 2.2坡口周围10~15mm范围内用丙酮擦洗并将管子内外表面打磨、抛光, 清除油污、锈迹等杂物,直至露出金属光泽。 3、设备材料 3.1焊机:直流氩弧焊机,采用直流正接法。 3.2焊丝牌号:jgs-316l;直径:φ2.4mm。 3.3钨棒牌号:wce20;直径:φ2mm。 3
格式:pdf
大小:30KB
页数:1P
人气:69
4.6
--word格式--专业资料--可编辑--- -- 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导 书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ 1、φ1.2、φ 1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前 应清除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中 的氩气不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.
格式:pdf
大小:29KB
页数:4P
人气:69
4.4
不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一???氩弧焊接? 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.??编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.??焊接准备 3.1.?焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清 除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气 不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型
格式:pdf
大小:74KB
页数:未知
人气:69
4.6
中国北车40吨轴重不锈钢矿石车下线 日前,由中国北车齐齐哈尔轨道交通装备有限责任公司设计制造的世界轴重最大、载重最高的铁路货车——40吨轴重不锈钢矿石车下线,并交付世界矿业巨头——澳大利亚必和必拓公司,这标志着中国在大轴重铁路货车设计制造领域已步入世界先进行列。作为中国铁路货车行业的龙头和世界知名的货车制造企业,齐齐哈尔轨道装备公司多年在铁路货车研发领域一直坚持自主创新,并通过自主研发,对车体和转向架进行了轻量化设计,通过优化减振装置和采用新技术,解决了铁路货车空重比大的矛盾,实现了转向架运行性能好、结构简单和可维修性好的目标。
格式:pdf
大小:355KB
页数:1P
人气:69
4.7
MIRRAX 40 不锈钢 一胜百mirrax40是一种经过重熔冶炼的不锈钢,预硬处理至40hrc。其拥有非常好的机加工性能及抛光性能、非常好的延展性及韧性、大尺寸模块均匀的硬度分布、良好的抗压痕性能和良好的耐蚀性能。mirrax40的非金属夹杂含量非常低,冠做组织均匀,这保证了其非常好的光蚀咬花性能。
格式:pdf
大小:132KB
页数:未知
人气:69
4.7
北京地铁换轨作业车侧梁组焊工艺 北京地铁换轨作业车侧梁为变截面焊接结构,由箱形梁和槽钢拼接而成,箱形梁直接与独立轮对连接。文中详述了地铁换轨车侧梁的组焊过程,并对焊接工艺进行了分析。
格式:pdf
大小:431KB
页数:3P
人气:69
4.4
奥氏体及双相不锈钢铁素体含量测定方法探讨 全面介绍了检测奥氏体及双相不锈钢中铁素体含量的三种常用方法:化学分析-图谱法,金相法及磁性法。应根据检测对象选择合适的检测方法。
格式:pdf
大小:20KB
页数:2P
人气:69
4.4
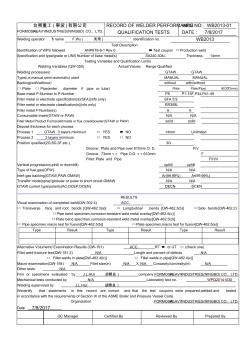
台朔重工(寧波)有限公司 formosaheavyindustries(ningbo)co.,ltd. recordofwelderperformance qualificationtests wpqno:wb2013-01 date:7/8/2017 weldingoperator’snamef.wu(吳飛)identificationno.wb2013 testdescription identificationofwpsfollowedanp8t8-8-1rev.0■testcoupon□productionweld specificationandtype/gradeorunsnumber
文辑创建者
我要分享 >
职位:水土保持工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐