HartingLDS天线生产工艺
2025-03-30
HARTINGLaser Direct Structuring – LDS Laser Direct Structuring (LDS) by HARTING AG Mitronics For sales contact HARTING AG Mitronics Leugenestrasse 10 | CH-2500 Biel 6 – Switzerland/Schweiz Tel. +41 32 344 21 21 | Fax +41 32 344 21 22 mit@HARTING.com | www.HARTING-mitronics.ch Laser Direct Structuring (LDS) . In case of the Laser Direct Structuring according to the LPKF-LDS Process the circuit

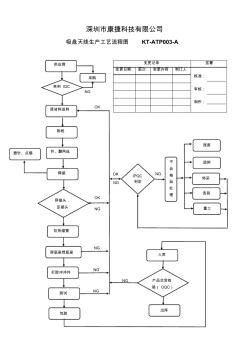
供应商 原材料进料 剥线 来料iqc 拧、翻网丝 穿接头, 压接头 焊接 吹热缩管 穿底座焊底座 打胶冲冲件 测试 包装 ok ng ng ng ng ipqc 判定 不 合 格 品 处 理 退料 特采 报废 选别 重工 产品交货检 验(oqc) 入库 出库 ng ok ok ng 采购 ng ng 深圳市康捷科技有限公司 吸盘天线生产工艺流程图kt-atp003-a 变更记录签署 变更日期版次变更内容制订人 核准: 审核: 制作: 插针、点锡
编辑推荐下载

热门文档 HartingLDS天线生产工艺

格式:pdf
大小:123KB
页数:3P
人气:66
 4.6
4.6
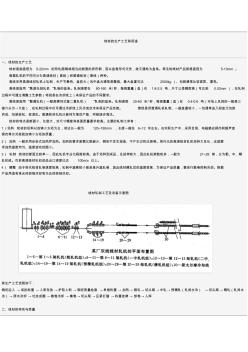
线材的生产工艺和用途 一、线材的生产工艺 线材是指直径为5-22mm的热轧圆钢或相当此断面的异形钢,因以盘卷形式交货,故又通称为盘条。常见的线材产品规格直径为5-13mm。 根据轧机的不同可分为高速线材(高线)和普通线材(普线)两种。 高线采用高速线材轧机上轧制,生产节奏快、盘较大(包中盘元通常是整根、最大盘重可达2500kg)、包装通常比较紧匝、漂亮。 高线是指用“高速无扭轧机”轧制的盘条。轧制速度在80-160米/秒,每根重量(盘)在1.8-2.5吨,尺寸公差精度高(可达到0.02mm),在轧制 过程中可通过调整工艺参数(特别是在冷却线上)来保证产品的不同要求。 普线是指用“普通轧机(一般是横列式复二重轧机)”轧制的盘条。轧制速度20-60米/秒,每根重量(盘)在0.4-0.6吨(市场上见到的一般是三 根六头为一大盘),在轧制过程中仅可通过冷却线
格式:pdf
大小:61KB
页数:11P
人气:66
4.6
1 电热带(电伴热带) 生产工艺及操作规程 2 高分子聚合物电热带 化学法工艺流程 捏合—→造粒—→线芯—→ 水煮—→过模—→烘干—→ 护套—→检测—→编织—→ ┃──光板型成品 电检—→成品┃──编织型成品 ┃──加强型成品 产品简介 一、产品名称:自限温电热带或自控温伴热电缆 二、基本结构: 三、格型号:1、光板型2、编织型3、加强型 1、低温型2、中温型3、高温型 四、主要用途:电热带的不同型号可广泛应用于储存输送油、 水、气等介质的管罐、泵阀、仪表、槽池、房屋地热等处的保温、伴热、 加热等。 五、主要优点:电热带的不同型号具有防冻凝热传高效。安全阻燃,节能降耗, 保绿色运行,施工简便,可远程自动化监控等优点。 3 捏合工序 一、设备简介 1、高速捏合机nsf—100型(一台) 作用:高速捏合物料。 2、15kg电字称
精华文档 HartingLDS天线生产工艺
格式:pdf
大小:75KB
页数:11P
人气:66
4.3

地砖生产工艺 建筑陶瓷是包括几百种以上砖陶、土器制品的统称,范围广,种类多,其中仅砖的分类方法就各有差 别,以下介绍几种常见分类方法: 1、按gb/t4100-2006国家标准分: 瓷质砖:e≤0.5% 炻瓷砖:0.5%≤e≤3% 细炻砖:3%≤e≤6%,一般为釉面地砖 陶质砖:e炻质砖:6%>10%,一般为釉面墙砖 2、按适用场所分类: 外墙砖:用于外墙墙面装饰的各种砖,以低吸水率为好; 内墙砖:用于内墙墙面装饰的各种砖; 室内地砖:在室内地面使用的各种砖; 室外地砖:包括庭院砖、广场砖、人行道砖等,以低吸水率为好; 特殊用砖:如游泳池砖、超市砖、工业用砖等。 超市砖要求超强耐磨,工业砖要求耐强酸强碱等。 3、按产品的制作工艺分: 亚面砖: *运用亚面釉生产的产品; *具有表面柔和无光的装饰效果; *特点是表面发涩,防滑
格式:pdf
大小:380KB
页数:47P
人气:66
4.5
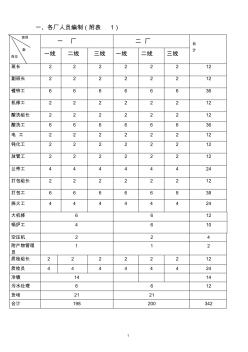
1 一、各厂人员编制(附表1) 班别 数 岗位 一厂二厂合 计 一线二线三线一线二线三线 班长22222212 副班长22222212 镀锌工66666636 机修工22222212 酸洗组长22222212 酸洗工66666636 电工22222212 钝化工22222212 放管工22222212 兰带工44444424 打包组长22222212 打包工66666838 烧火工44444424 大机修6612 锅炉工4610 空压机224 附产物管理 员 112 质检组长22222212 质检员4444
格式:pdf
大小:45KB
页数:3P
人气:66
4.5

第1页共2页 镍铁生产工艺 一、镍、镍铁与镍矿 镍是略带黄色的银白色金属,是一种具有磁性的过渡金属。镍的应用在于镍的抗腐蚀性,合金中添加镍可增强合金 的抗腐蚀性能。不锈钢与合金生产领域是镍最广泛应用领域。全球约2/3的镍用于不锈钢生产,因此不锈钢行业对镍消费 的影响居第l位。镍在不锈钢中的主要作用在于它改变了钢的晶体结构。在不锈钢中增加镍的一个主要原因就是形成奥氏体 晶体结构,从而改善诸如可塑性、可焊接性和韧性等不锈钢的属性,所以镍被称为奥氏体形成元素。目前全球有色金属中, 镍的消费量仅次于铜、铝、铅、锌,居有色金属第5位。因此,镍被视为重要战略物资,一直为各国所重视。 镍铁主要成分为镍与铁,同时还含有cr、si、s、p、c等杂质元素。根据国际标准(iso)镍铁按含镍量分为feni20 (ni15%~25%)、feni30(ni25%~35%)、f
格式:pdf
大小:15KB
页数:2P
人气:66
4.6
grc的生产工艺 grc:是玻璃纤维增强水泥(glass-fiberreinforcedcement) 的英文缩写,来源于欧美技术,是将抗碱玻璃纤维、水泥、砂等 其他复合材料按一定配比搅拌,在模具内浇灌成型,生产出造型 丰富,质感多样的产品,被广泛应用在国内外各具特色的建筑中。 增强的玻璃纤维有很多种型式,例如短切纤维纱、连续纤维 无捻粗纱、网格布、短切纤维毡等,不同型式的玻璃纤维掺入到 水泥基体中的方法不同,相同型式的玻璃纤维掺入到水泥基体中 的方法也不完全相同。而且玻璃纤维的掺入量和使用方式对于玻 璃纤维增强水泥复合材料的力学性能有着很大的影响。这就形成 了多种玻璃纤维增强水泥复合材料的制作工艺,如喷射工艺、预 混喷射工艺、预混浇筑工艺、注模工艺、布网工艺、缠绕工艺等。 每种生产厂工艺都有其各自的特点,适用于制作不同的产品,当 然所使用的设备也有所相同。
格式:pdf
大小:30KB
页数:3P
人气:66
4.6
不锈钢冶炼生产工艺路线的选择 不锈钢冶炼生产工艺的选择取决于很多因素,首要因素是操作成本,它受到生产规模、产品大纲、原材 料供应、后续工艺、现有车间状况和动力供应状况的影响。由于各种因素随着市场迅速变化,生产工艺选 择应该具有一定的灵活性。 一般情况下,三步法的生产成本要高于二步法,但由于上述各种因素的综合影响,最后要根据生产规 模产品方案及原料条件等实际情况,具体分析,合理选择。 生产规模 不锈钢的生产规模对冶炼生产工艺的选择,具有制约作用。生产规模小,一般年产3万t不锈钢,不锈 钢返回废钢有可靠保证的,可以选用一步法冶炼生产工艺。 不锈钢的生产规模达到5万t以上,不锈钢的冶炼生产工艺不宜采用一步法,应该选用二步法或三步 法组织生产。 产品大纲 产品大纲中对少生产(c+n)>250~300ppm的不锈钢,可选用二步法组织生产。若生产规模大,产品 范围宽,考虑到生产节
最新文档 HartingLDS天线生产工艺

格式:pdf
大小:16KB
页数:9P
人气:66
4.4

铜包钢线的生产工艺及其应用 1.前言 铜包钢线是通过物理、化学等方法在钢丝表面覆上一层一定厚度的铜层。是一种兼具铜和钢特点 的金属复合线材。铜包钢线具有良好的电学性能、力学性能、防腐蚀性和对橡胶的粘接性等,用 途广泛,已日益受到关注。 铜包钢线是一种新型的复合线材。其生产技术涉及到机械、电气、塑性成型、热处理和电化学等 多学科交叉,极具发展前景。 本文对符合我国国情的铜包钢线的生产工艺进行了分析,研究了可实际应用的预镀工艺,提出 了适于现场操作的工艺,并扼要介绍了铜包钢线的应用。 2.铜包钢线的生产工艺 从材料学的观点出发,材料的化学成分将最终决定其性能。所以把力学性能、电学性能和耐腐蚀 性能等差异较大的铜和钢组合而成的复合材料必然就赋予了其独特的性能,早期的铜包钢线是利 用了钢丝的高强度和铜层的耐腐蚀性作为防腐加强材料,随着人们对铜包钢线认识的加深,其应 用
格式:pdf
大小:10KB
页数:4P
人气:66
4.6
漆包線生產工藝流程 銅線的拉伸:原材料一般為φ8的無氧銅杆,經過拉伸機的拉伸后,外徑變小,得到我們所需 要規格大小的銅線.拉伸的次數越多,線經變得越小. 漆包線生產工藝流程 拉伸過程:大拉:φ8經過拉伸機的拉伸后變為φ3.2或φ2.6此過程稱為大拉.粗拉:φ3.20 或φ2.60,經過拉伸機的拉伸后可獲得φ1.00(約為awg#18).中拉:φ1.00(約awg#18),經 過拉伸機的拉伸后可獲得φ0.50.細拉:φ0.50經過拉伸機的拉伸后可獲得φ0.10微拉:φ 0.10經過拉伸機的拉伸后可獲得φ0.02 漆包線生產工藝流程 漆包線之生產工藝流程伸線→退火→卷取→細伸→燒燉→水洗→烘幹→冷卻→上漆→烘烤 →冷卻→捲取 漆包線種類 uew—聚胺酯漆包銅線 耐溫等級:130℃,155℃,180℃絕緣說明:

格式:pdf
大小:288KB
页数:18P
人气:66
4.3
塑料成型工艺学课程设计说明书 “接线盒底座”生产工艺设计 系、部:材料与化学工程学院 学生姓名: 指导教师:职称 专业: 班级: 完成时间:2013年12月20日 1 《塑料成型工艺学》课程设计任务书 一、课程设计的任务与内容 1、设计任务 课程设计的任务是在老师的指导下,由同学们自己动手运用所学高分子成型加工专业课 程的知识,结合生产实际,对一具体高分子材料产品生产的全过程进行全面完整的工程设计。 以巩固所学知识,锻炼和提高同学们的知识应用能力、分析、解决问题的能力和思维开拓能 力。为毕业设计和今后从事本专业工作奠定基础。 本次课程设计的课题名称: 塑料件“接线盒底座”生产工艺设计 2、设计依据 (1)产品结构形状见产品样品(按样品自行设计尺寸和外观) (2)产品月生产数量为——(自定)万只/月 (3)产品颜色:(自定) (4)产品使用环境与条件:使用温度:
格式:pdf
大小:100KB
页数:12P
人气:66
4.4
管材加工工艺方法比较 1 管材加工工艺方法比较 一、管材分类 管材:用轧制、挤压、拉拔、锻造、焊接等方法生产圆形和各种 异形断面的中空材。 (一)按用途分类: 根据不同的用途,一般分为以下几大类: 1.管线管,流体和粒状固体的输送管道; 2.热交换用管,通过管壁进行内外热交换,如锅炉管、化工用管 等; 3.石油地质用管,如石油、天然气和地质的钻采用管、石油钻井 的套管和油管等; 4.结构用管,制作各种机器零件、各种机械架体和构筑物件等; 5.其它,如电缆用管、高压容器用管等。 (二)按管材外径与壁厚之比d/s分:有特厚管(d/s40)。 (三)按生产方法分: 管材的按生产方法可分为热轧无缝管、热挤压管、焊接管以及冷 加工管等。 无缝钢管大都由热轧方法生产,有色金属管和低塑性高
格式:pdf
大小:39KB
页数:3P
人气:66
4.4
蒸压砖生产工艺 蒸压砖工艺流程的优点: 高温高压蒸养砖全自动化标准化生产; 可生成标砖、粉煤灰砖、灰砂砖等系列砖产品 来源:郑州德亿重工机器制造有限公司 性质:加气混凝土砌块设备、全自动液压砖机等墙材设备生产高新技术企业。 蒸养灰砂砖设备的生产工艺: (1)原料的处理块状的生石灰在与砂子混合配料前必须经过破碎、粉磨达到生产工艺要 求的细度.一般大块的生石灰常用鄂式破碎机进行破碎.经破碎的石灰还需进行粉磨.一般采 用球磨机对石灰进行粉磨. (2)混合料的配合比设计 ①灰砂砖混合料配合比应满足以下要求 a.物理力学性能,特别是抗压强度的要求.一般抗压强度要求在10mpa以上,并且还要满 足抗冻、碳化、耐酸碱、耐火、收缩等性能的要求。 b.满足砖坯成型时,对混合料塑性的要求。 c.配合比要尽量降低成本,提高经济效益。 ②配合比的设计计算砂:石灰=89:11 (3
格式:pdf
大小:46KB
页数:3P
人气:66
4.7
h型钢生产工艺 轻型钢结构的主刚架包括门式刚架和山墙抗风柱等部分。主刚架作为建筑结构的骨架,支承整个建筑结 构系统,承受和传递着各类荷载。根据跨度、高度及荷载的不同,门式刚架的梁、柱一般采用变截面或等截 面的实腹式焊接h型截面或轧制h型截面。变截面构件通常改变腹板的高度做成楔形形状,必要时也可改变 腹板的厚度。结构构件在运输单元内一般不改变翼缘截面,邻接的运输单元可采用不同厚度和宽度的翼缘截 面。因受加工设备限制,h型钢截面高度一般不能超过2m。下面将介绍焊接h型钢生产工艺流程。 一、排版下料、接板、数控切割 1.结合图纸要求,根据现有材料的长度和宽度,进行排版,已达到最优节省。 2.接板长度余量≤40mm,腹板和翼板的焊缝错开>200mm,接板长度>600mm,板接头的平整度处理、 接头处除锈油污,焊缝不得有内部缺陷。 3.数控切割注意板的旁弯,切割面的

格式:pdf
大小:6KB
页数:2P
人气:66
4.6
镁砖的生产工艺过程是生产镁质耐火材料乃至碱性耐火材料的基础。高纯镁砖、直接结合镁 铬砖等的生产工艺过程与之相类似,只是所用原料种类、纯度、成型压力及烧成温度等参数 不同而已。以下主要介绍镁砖的生产工艺。 1原料的要求 我国制造镁砖的主要原料是普通烧结镁砂。这种镁砂是在竖窑中分层加人菱镁矿和焦炭进行 煅烧制得的。因此,sio2和cao含量,尤其是sio2要比菱镁矿中的高。对其要求主要为化 学组成和烧结程度。一般要求化学组成应为mgo含量大于87%,cao含量小于.5%,sio2 含量小于5.0%,同时要求烧结良好,密度应不低于3.18g/cm3,灼减小于0.3%,没有瘤 状物,黑块越少越好。 2颗粒组成及配料 颗粒组成则应符合最紧密堆积原理和有利于烧结。临界粒度根据镁砂烧结程度和砖的外观尺 寸及单重而定,可选择4mm、3mm、2.5mm、2
文辑创建者
我要分享 >
职位:造价高级经理
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐