不同工艺Q235钢板电渣焊接头的断裂力学实验
2025-01-17
本文对退火及正火(亚临界正火)两种工艺下的Q235钢板电渣焊接头进行断裂力学实验研究,分别对焊接接头的三个区域(焊缝、熔合区、热影响区)及母材的疲劳裂纹扩展速率、冲击韧性、断裂韧性进行测试。在此基础上,本文给出了钢板电渣焊接工艺中取消正火的力学依据——退火工艺下的电渣焊接头的断裂力学性能优于正火工艺下的接头。用退火代替正火后的电渣焊工艺可大大提高生产效率。

?1994-2009chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net 第29卷 第4期 2008年8月 大连交通大学学报 journal of dalian jiaotong university vol.29 no.4 aug.2008 文章编号:167329590(2008)0420064204 q235钢板旋压成形断裂原因分析 郝成文1,孙祥煜 2 ,孙倩 3 ,赵维娟 1 (1.大连市产品质量监督检验所,辽宁大连116021;2.大连天宝绿色食品股份有限公司,辽宁大连 116100;3.大连大山重工机械有限公司,辽宁大连116000) 摘
 Q235钢板旋压成形断裂原因分析
Q235钢板旋压成形断裂原因分析 对旋压成形中发生脆性断裂的q235低碳钢板的成分、组织、硬度、夹杂物及断裂特征进行了分析,结果表明:钢板冶炼或浇注过程中混入大量大块外来非金属夹杂物,导致钢板存在严重冶金质量问题;在旋压应力作用下,裂纹从夹杂物形成,并扩展造成脆性断裂.
编辑推荐下载
格式:pdf
大小:231KB
页数:3P
人气:82
 4.4
4.4
不同腐蚀程度Q235钢板声发射评价实验研究 对不同腐蚀程度的q235钢在不同升压、保压阶段的声发射特性进行了研究,分析了声源信号特征参量的取值范围及变化趋势,确定了信号特征参量的变化特点,探讨了不同腐蚀程度钢板完整性检测与评价,为现场设备腐蚀状况的安全检测提供了实验依据。
格式:pdf
大小:264KB
页数:2P
人气:82
4.5
16Mn钢板与Q235钢板焊接的实践 分析了16mn钢板及其与q235钢板的焊接性能、异种金属焊接的特点、产生焊接缺陷的原因,从选材和焊接工艺上找出了控制焊接缺陷的方法。
热门文档 不同工艺Q235钢板电渣焊接头的断裂力学实验
格式:pdf
大小:31KB
页数:3P
人气:82
4.7
a3 a3钢是以前老牌号,现在牌号是:q235,属于碳素结构钢, 焊接性能好,用的也非常广泛。q235是一种钢材的材质。q 代表的是这种材质的屈服度,后面的235,就是指这种材质的屈 服值,在235mpa左右。并会随着材质的厚度的增加而使其屈 服值减小。由于含碳适中,综合性能较好,强度、塑性和焊接等 性能得到较好配合,用途最广泛。常轧制成盘条或圆钢、方钢、 扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量应 用于建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电 铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能 要求不太高的机械零件。c、d级钢还可作某些专业用钢使用。 q235 普通碳素结构钢-普板是一种钢材的材质。 q代表的是这种材质的屈服度,后面的235,就是指这种材 质的屈服值,在235mpa左右。并会随着材质的厚度的增加而 使其
格式:pdf
大小:65KB
页数:7P
人气:82
4.4
a3 a3钢是以前老牌号,现在牌号是:q235,属于碳素结构钢, 焊接性能好,用的也非常广泛。q235是一种钢材的材质。q 代表的是这种材质的屈服度,后面的235,就是指这种材质的屈 服值,在235mpa左右。并会随着材质的厚度的增加而使其屈 服值减小。由于含碳适中,综合性能较好,强度、塑性和焊接等 性能得到较好配合,用途最广泛。常轧制成盘条或圆钢、方钢、 扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量应 用于建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电 铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能 要求不太高的机械零件。c、d级钢还可作某些专业用钢使用。 q235 普通碳素结构钢-普板是一种钢材的材质。 q代表的是这种材质的屈服度,后面的235,就是指这种材 质的屈服值,在235mpa左右。并会随着材质的厚度的增加而 使其
格式:pdf
大小:766KB
页数:3P
人气:82
4.8
铝和Q235镀锌钢搭接GMAW熔-钎焊接头组织分析 本文以ai-5si焊丝为填充材料,研究了采用gmaw焊实现q235钢和5a02铝合金熔一钎焊连接的可行性,分析了接头区显微组织和缺陷。结果表明,采用gmaw焊可以实现q235钢和5a02铝合金的良好连接,并在钢与钎料连接界面处产生了5um左右的金属间化合物层,钢与钎料连接界面处显微硬度可达192.6mpa。当选择工艺参数不当时,在熔一钎焊接头内发现了气孔、未钎透及热裂纹等缺陷,未钎透和热裂纹主要分布在焊接接头根部,焊接接头根部成为钢铝熔-钎焊连接的一个薄弱区。
格式:pdf
大小:114KB
页数:1P
人气:82
4.3
球墨鑄铁电渣焊接头的組織特点 苏联巴頓电焊研究所已基本解决了大断面球墨鑄铁的板極电渣焊。供研究用的球墨铸铁鑄板尺寸为100×400×500公厘,板極断面为18×100公厘。焊接时用ahφ-6熔剂(70%caf_2+30%al_2o_3)。对100公厘厚的焊接接头用三种單位能量不同的焊接規范(見表1)进行
格式:pdf
大小:1.6MB
页数:4P
人气:82
4.4
超细晶粒Q235钢板力学性能和强韧化机理研究 通过添加合金元素nb和ti及配以合理的控轧控冷工艺,得到了强韧性配合良好的超细晶粒q235钢板。在对钢的力学性能测试和显微组织观察的基础上,研究了超细晶粒钢组织结构与性能之间的关系。结果表明,超细晶粒q235钢的组织为铁素体加珠光体;但其性能较传统q235钢翻了一番;强度改善是控轧控冷工艺和加入微合金化元素nb和ti综合作用的结果。超细晶粒q235钢板的强韧化机制主要是细晶强化,其次为沉淀强化。
精华文档 不同工艺Q235钢板电渣焊接头的断裂力学实验
格式:pdf
大小:199KB
页数:未知
人气:82
4.3
常温Q235钢板磷化工艺优选 为开发环保、节能、高效的常温磷化工艺,研制了一种可在常温下磷化钢板的磷化液,并对q235钢板进行磷化处理,采用硫酸铜点滴试验测试磷化膜的耐蚀性,考察了磷化液成分(氧化锌、磷酸二氢钠、磷酸、氯酸钾)的含量、磷化时间以及磷化次数对q235钢板表面磷化膜耐蚀性能的影响。结果表明:磷化液主要组分的最佳用量为氧化锌25g/l、磷酸二氢钠22g/l、磷酸90ml/l、氯酸钾8g/l,此条件下常温磷化20min时,所得磷化膜的质量最好,其硫酸铜点滴时间可达54s;同一磷化液中,随着磷化次数的增加,磷化膜性能逐渐变差。

格式:pdf
大小:30KB
页数:3P
人气:82
4.4

q235钢板与10#钢的区别——2012.9.6摘自网 材料名称:碳素结构钢 牌号:q235b 标准:gb/t700-1988 ●特性及适用范围: 需作常温冲击试验,v型缺口。有一定的伸长率、强度,良好的韧性和铸造性,易于冲压 和焊接,广泛用于一般机械零件的制造。主要用于建筑、桥梁工程上质量要求较高的焊接结 构件。 ●化学成份: 碳c:0.12~0.20 硅si:≤0.30 锰mn:0.30~0.70(沸腾钢:0.30~0.60) 硫s:≤0.045 磷p:≤0.045 铬cr:允许残余含量≤0.030 镍ni:允许残余含量≤0.030 铜cu:允许残余含量≤0.030 注:脱氧方法:f、b、z ●力学性能: 抗拉强度σb(mpa):375~460 屈服强度σs(mpa):≤16时:≥23
格式:pdf
大小:271KB
页数:10P
人气:82
4.6
盐城市赛隆节能技术工程有限公司 1 q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的增加屈服 值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有 较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高 的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生 焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和 特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体保护焊、 埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为
格式:pdf
大小:112KB
页数:8P
人气:82
4.6
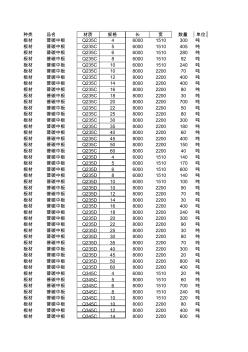
种类品名材质规格长宽数量单位 板材普碳中板q235c460001510300吨 板材普碳中板q235c560001510405吨 板材普碳中板q235c660001510280吨 板材普碳中板q235c86000151092吨 板材普碳中板q235c1060001510240吨 板材普碳中板q235c108000220070吨 板材普碳中板q235c1280002200400吨 板材普碳中板q235c1480002200400吨 板材普碳中板q235c168000220080吨 板材普碳中板q235c188000220030吨 板材普碳中板q235c2080002200700吨 板材普碳中板q235c2280002
最新文档 不同工艺Q235钢板电渣焊接头的断裂力学实验
格式:pdf
大小:214KB
页数:13P
人气:82
4.7
q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的 增加屈服值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑 性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构, 以及一些对性能要求不太高的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向, 不易产生焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需 选用复杂和特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都 可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体 保护焊、埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用 较为广泛。3.1焊材选择 q235
格式:pdf
大小:200KB
页数:3P
人气:82
4.8
钢筋电渣压力焊接头断裂的类型、原因及预防 钢筋电渣压力焊连接技术,适用于竖向钢筋或倾斜度在4:1范围内的钢筋焊接。和电弧焊、气压焊等钢筋连接技术相比,它具有节约钢材、施工方便、工效高、成本低等优点,因此,在竖向粗钢筋(直径为14—40mm)连接中应用广泛。
格式:pdf
大小:230KB
页数:3P
人气:82
4.8
山东q235b钢板(a3钢板)销售处 0635-887604615666655530 a3钢板a3钢板知识a3钢板现货供应商 一,a3钢板介绍 a3钢板是过去的叫法,现在都叫q235钢。 普通碳素结构钢-a3普板--q235钢板是一种钢材的材质。 q代表的是这种材质的屈服度,后面的235,就是指这种材质的屈 服值,在235mpa左右。并会随着材质的厚度的增加而使其屈服值 减小。由于含碳适中,综合性能较好,强度、塑性和焊接等性能得 到较好配合,用途最广泛。 二,a3钢板的等级分类 a3钢板的等级分类:也就是q235钢板的等级分类。 q235钢板可以分为q235a钢板-q235b钢板-q235c钢板和q235d 钢板。 q235,q235b,q235c,q235d,q235e不同等级所代表的, 主
格式:pdf
大小:25KB
页数:2P
人气:82
4.6
q235的焊接性 由于低碳钢含碳量低,锰、硅含量也少,所以,通常情况下不会因焊接而产生严重硬化 组织或淬火组织。低碳钢焊后的接头塑性和冲击韧度良好,焊接时,一般不需预热、控制层 间温度和后热,焊后也不必采用热处理改善组织,整个焊接过程不必采取特殊的工艺措施, 焊接性优良。 但在少数情况下,焊接时也会出现困难: 1)采用旧冶炼方法生产的转炉钢含氮量高,杂质含量多,从而冷脆性大,时效敏感性增加, 焊接接头质量降低,焊接性变差。 2)沸腾钢脱氧不完全,含氧量较高,p等杂质分布不均,局部地区含量会超标,时效敏感 性及冷脆敏感性大,热裂纹倾向也增大。 3)采用质量不符合要求的焊条,使焊缝金属中的碳、硫含量过高,会导致产生裂纹。如某 厂采用酸性焊条焊接q235-a钢时,因焊条药皮中锰铁的含碳量过高,会引起焊缝产生热裂 纹。 4)某些焊接方法会降低低碳钢焊接接头
格式:pdf
大小:1.5MB
页数:30P
人气:82
4.6

0 1概述..................................................................................................1 1.1材料简介..................................................................................1 1.2焊接特点..................................................................................1 1.3手工电弧焊..............................................................................1 1.4堆焊方法
格式:pdf
大小:518KB
页数:3P
人气:82
4.8
304/Q235内衬式复合管焊接接头耐点蚀性研究 选用304和308l两种焊丝作为过渡层焊材对304/q235复合管进行焊接,采用动电位极化曲线扫描和静态fecl3溶液浸泡法对其焊接接头的耐点蚀性进行了试验研究。结果表明:经酸洗钝化后,两种接头的点蚀坑直径变小,耐点蚀性均有所提高;自腐蚀电位:308l接头>304接头,自腐蚀电流:308l接头<304接头;点蚀电位304接头约-270mv,308l接头约-230mv,说明308l接头耐点蚀性能优于304接头,更能满足工程需要。
格式:pdf
大小:136KB
页数:7P
人气:82
4.7
建筑钢结构焊接工艺评定报告 weldingprocedurequalificationrecord 编号:pqr-235gmaw-05 编制: 焊接责任 技术人员: 批准: 单位: 日期:2010年12月20日 焊接工艺评定报告目录 序号报告名称报告编号页次 1焊接工艺评定报告pqr-235gmaw-05 2焊接工艺评定指导书pqr(zd)-235gmaw-05 3焊接工艺评定记录表pqr(jl)-235gmaw-05 4焊接工艺评定检验结果 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 焊接工艺评定报告 共页第页 工程(产品)名称评定报告编号pqr-235gmaw-05 委托单位工艺指导书编号pqr(zd)-235gmaw-05 项目负责人依据标
格式:pdf
大小:417KB
页数:3P
人气:82
4.6
Q235钢超细晶粒钢板的制备 对淬火后组织为低碳板条马氏体的q235钢板进行多道次大变形量(累积压下量达93%)冷轧,随后进行时效和低温再结晶处理,制备出了屈服强度为1137~1290mpa,抗拉强度为1266~1756mpa,晶粒尺寸为50.2~316.4nm的低碳钢板。
格式:pdf
大小:18KB
页数:1P
人气:82
4.8
验收部位 项目经理专业工长 见证检 测报告 监理(建设) 单位验收记录 1 2 3 合格 率% 监理(建设) 单位验收记录 1 2 3 4 5 6 监理(建设) 单位验收结论 监理工程师: (建设单位项目专业技术负责人)年月日 主 控 项 目 一 般 项 目 气压焊接头偏心不得大于0.15倍钢筋直径,且 不得大于4mm。 气压焊镦粗直径不小于1.4倍钢筋直径,镦粗 长 度不小于1.0倍钢筋直径,凸起部分平缝圆滑 施工单位检 查评定结果 项目专业质量检查员:年月日 接头处弯折角不得大于3度。 闪光对焊、电渣压力焊接头轴线偏移不得大于 0.1倍钢筋直径且不得大于2mm。 电渣压力焊焊包应四周均匀,凸出钢筋表面的 高度应≥ 4mm 焊接接
文辑创建者
我要分享 >
职位:见习建筑给排水绘图员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐