不锈钢表面整体翅片犁切-挤压加工机理
2025-03-31
通过对犁切 -挤压加工翅成形机理的试验研究 ,探讨了不锈钢三维整体翅的成形特征、条件和成翅机理 .试验结果表明 ,影响翅成形的主要因素有 :刀具的几何参数、犁切 -挤压深度、进给量、犁切 -挤压速度和第二次犁切 -挤压时叠合角度 .通过试验得到各加工参数的合理取值范围如下 :挤压面倾角 ,10°~ 35° ;挤压角 ,10°~ 2 5° ;犁切 -挤压速度 ,5~ 10m/min ;进给量 ,0 .4~ 0 .8mm .

浅谈不锈钢表面处理过程常见问题及预防措施 前言 不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性。故广泛应用于化工行 业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业,给予人们以华丽高贵的感觉。 不锈钢的应用发展前景会越来越广,但不锈钢的应用发展很大程度上决定它的表面处理技术发展程度。1 不锈钢常用表面处理方法 1.1不锈钢品种简介 1.1.1不锈钢主要成分:一般含有鉻(cr)、镍(ni)、钼(mo)、钛(ti)等优质金属元素。 1.1.2常见不锈钢:有鉻不锈钢,含cr≥12%以上;镍鉻不锈钢,含cr≥18%,含ni≥12%。 1.1.3从不锈钢金相组织结构分类:有奥氏体不锈钢,例如:1cr18ni9ti,1cr18ni11nb,cr18mn8ni5。马 氏体不锈钢,例如:cr17,cr28等。一般称为非磁性不锈
编辑推荐下载
格式:pdf
大小:10KB
页数:2P
人气:60
![不锈钢表面加工等级[1]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAARCAMAAADjcdz2AAAAclBMVEUAAAD/qgC/gAD/fyr/jhz/lRXuiCL/iCL0lSDzkiT0jiL0kCH6jyTyjyP2kCL0kCP0jiP0jyP0jyT1jyT1kCP1kSP0kCP1kCP1kCT2kCT0jyT1kCP1jyP1kCT2kCT2kCT1kCT1kCT0jyT1kCP1kCT1kCSATLmhAAAAJXRSTlMAAwQGCQwPDxgqLS4yOzxeX2CGhq20tbW3v8DKy8zM2uHq8v7+RHgu6QAAAHNJREFUGBl1wYsSQkAABdDLIgq1JWk91uv+/y+22Kk1pnPwh9e1Hlw38gqHr0nt40fSkNjEuXwMNIa7zGOg4U4DxR2FUNHxDoGg4lcVwBA1rVpg9aL1xKan1WN1mmnNERYZORXnSzGRGRbJWKYw0nJMcPQBuncStYmV7KcAAAAASUVORK5CYII=) 4.7
4.7
![不锈钢表面加工等级[1]](https://files.zjtcn.com/group1/M00/83/0C/CgoBZ2A-EsaAZmMuAAAqrvInrbs093.jpg)
不锈钢表面加工等级 2d呈略具光泽的银白色热轧+退火喷丸酸洗+冷轧+退火酸洗 2b呈银白色且比2d表面佳的光泽度和平坦度热轧+退火喷丸酸洗+冷轧+退火酸洗+调质轧制0.39微米表面粗糙度 0o.3有佳的光泽度、粗纹对2d品或2b用100~120研磨材料(jisr6002)进行抛光及调质轧制 no.4有佳的光泽、细纹对2d品或2b用150~180研磨材料(jisr6002)进行抛光及调质轧制 hl呈银灰色且具发丝条纹对2d品或2b品用适当粒度的研磨材料进行抛光使表面呈连续磨纹 ba:钢带冷轧后经过光亮热处理的表面 tr:钢带冷轧后经过清洗的表面 hl:用适当研磨粒度研磨出连续线条的轧辊轧制使钢带表面呈一定的纵向磨纹 s:用适当砂粒加工的轧辊轧制的钢带表面 80#:0.80~1.0用80#粒度研磨的轧辊轧制的表面
格式:pdf
大小:25KB
页数:2P
人气:60
4.8

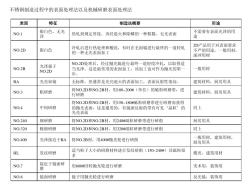
不锈钢表面加工等级、特征及用途 等级 surface finish 特征及用途characteristicsandapplication no.1 热轧后施以热处理及酸洗处理的表面。一般用于冷轧材料,工业用槽罐、化学工业 装置等。 hot-rolledsurface,annealedandpickled,canbeusedascold-rolling material,industialtanksandchemicaldevices. no.2d 经冷轧后施以热处理及酸洗得到的无光泽冷轧产品。用于汽车零件、建筑材料、管 类等。 cold-rolled,annealedandpickledwithoutskinpassingthedullproducts canbeusedasautomobilepa
热门文档 不锈钢表面整体翅片犁切-挤压加工机理
格式:pdf
大小:100KB
页数:3P
人气:60
4.5
技术 世界金属导报/2004年/11月/09日/第009版/ 日本不锈钢表面加工现状(三) 郭 轧制表面 1.硬化钢板。代表钢种为sus301,主要 用于铁道车辆、弹簧和垫圈等要求硬质的地方。 一般为利用奥氏体系不锈钢的加工硬化特性, 在大压下冷轧后未经退火的轧制表面。有时在 冷轧后为矫正形状和调整材质而进行低温退火 和带张力矫直。 为说明不锈钢的加工硬化特性,兹以奥氏 体钢的sus301、sus304和铁素体钢的 sus430对比,充分说明了sus301被用于硬化 钢的理由。 此加工特性起因于常温下为准稳定性的奥 氏体组织经冷加工后相变为马氏体组织。同样 的奥氏体不锈钢亦因成分不同而异,一般合金 成分低的加工硬化特性高;另外还和加工温度 有关,冷加工时温度愈低则加工硬化愈易,故还 应合理控制冷加工时的气温和板
格式:pdf
大小:23KB
页数:4P
人气:60
4.5

200cu-1不锈钢表面加工工艺 不锈钢所具有的多种表面加工拓宽了它的应用领域--不同的表面加工使不锈钢表面各 异,使其在应用中各具独到之处。 在建筑应用领域,不锈钢的表面加工之所以重要是有许多原因的。 腐蚀环境要求光滑的表面是因为表面光滑不容易积垢。污垢的沉积会使不锈钢生锈甚至 造成腐蚀。 在宽敞的大厅中,不锈钢是电梯装饰板最常用的材料,表面的手印虽然可以擦掉,但影 响美观,所以最好选用合适的表面防止留下手印。 卫生条件对许多行业是很重要的,例如,食品加工、餐饮、酿造和化工等,在这些应用 领域,表面必须便于每天清洗,而且经常要用化学清洗剂。 不锈钢是这方面的最佳材料,在公共场所,不锈钢的表面经常会被胡写乱画,但是,它 的一个重要特性是可以将它们清洗掉,这是不锈钢优于铝的一个显著特点。铝的表面容易留 下痕迹,往往很难去掉。清理不锈钢表面时应顺着不锈钢的纹路清理,因
精华文档 不锈钢表面整体翅片犁切-挤压加工机理
格式:pdf
大小:304KB
页数:4P
人气:60
4.7

不锈钢表面处理:酸洗、钝化与抛光 材料研究所,河南洛阳471039) 摘要-4t绍了近年来开发的部分不锈钢产品的酸洗、钝化及机械抛光、化学抛光、电化学抛光工艺,针 对不同的不锈钢牌号及零件规格,给出了相应的表面处理配方及工艺方案。 关键词:不锈钢;表面处理;酸洗;钝化;抛光 中图分类号:tg178文献标识码:a 不锈钢因其优良的耐腐蚀性和良好的外观而广泛应用。不锈钢在生产过程中,不可避免地要经过退火、 正火、淬火、焊接等加工过程,表面时常会产生黑色的氧化皮。氧化皮不仅影响不锈钢的外观质量,也 会对产品的后续加工产生不利影响,故在后续加工前必须采用酸洗、抛光等表面处理方法将其除去。不 锈钢氧化皮为ni02、c~2o3、feo·c~2o3、feo·cr20·3fe203等致密型氧化物,去除难度因不锈钢牌号 及零件规格、制造条件的
格式:pdf
大小:10KB
页数:2P
人气:60
4.4
不锈钢表面拉丝处理 文章出处:本站责任编辑:editor人气:1811发表时间:2012-6-26 14:43:13【大中小】 不锈钢表面拉丝处理是通过研磨产品在工件表面形成线纹,起到装饰效果的 一种表面处理手段。由于表面拉丝处理能够体现金属材料的质感,所以得到了越来越多的 用户的喜爱和越来越广泛的应用。 一、不锈钢拉丝的应用 金属表面处理有多种不同的形式,例如:喷砂(形成哑光珍珠银面)、抛光(形成 镜面)、压纹(压制出各种纹理)、电镀(覆盖一层其他金属)、喷涂(覆盖其他非金属 涂层)、以及拉丝(形成类似缎面效果)。相比其他表面处理,拉丝处理可使金属表面获 得非镜面般金属光泽,就像丝绸缎面般具有非常强的装饰效果,犹如给了普通金属予新的 生机和生命,所以目前拉丝处理具有越来越多的市场认可和广泛应用。 例如在建筑行业有电梯门板,自动扶梯装饰板,在建筑五金行业中龙头、合页、把手、
格式:pdf
大小:25KB
页数:2P
人气:60
4.3
. . 不锈钢表面处理等级与分类 名称表面特征制造方法概要用途备注 原面no.1银白色 无光泽 热轧后施以热处理及酸洗处理的表面。工业用槽罐、化学工业装置等,厚度较厚 由3.0mm-10.0mm。不需要有表面光泽的 用途 钝面2d呈略具光泽的银白色热轧+退火喷丸酸洗+冷轧+退火酸洗用于深冲压加工,如汽车构件、水管等。 一般用材,深冲用材 雾面2b呈银白色且比2d表面佳的光泽度 和平坦度0.39微米粗糙度 热轧+退火喷丸酸洗+冷轧+退火酸洗+调 质轧制 no.2d处理后,经过抛光辊进行最终一道 轻度冷轧 如餐具、建材等。采用改善机械性能的表 面处理后,几乎满足所有用途。 磨砂面no.3 具有较佳的光泽度,具有不连续的 粗纹。 用100-120号研磨带研磨出来的产品用于建筑内外装饰材料、电器产品及厨房 设备等。 磨砂面no
格式:pdf
大小:7KB
页数:2P
人气:60
4.7
不锈钢表面处理之 不锈钢表面处理方法介绍(酸洗、钝化与抛光) 介绍了近年来开发的部分不锈钢产品的酸洗、钝化及机械抛光、化学抛光、电化学抛光工艺, 针对不同的不锈钢牌号及零件规格,给出了相应的表面处理配方及工艺方案。 不锈钢因其优良的耐腐蚀性和良好的外观而广泛应用。不锈钢在生产过程中,不可避免地要 经过退火、正火、淬火、焊接等加工过程,表面时常会产生黑色的氧化皮。氧化皮不仅影响 不锈钢的外观质量,也会对产品的后续加工产生不利影响,故在后续加工前必须采用酸洗、抛 光等表面处理方法将其除去。不锈钢氧化皮为nio2、cr2o3、feo·cr2o3、feo·cr2o·3fe2o3 等致密型氧化物,去除难度因不锈钢牌号及零件规格、制造条件的差异而不同,如果表面处理 不当,不仅浪费人力,还可能造成不锈钢点蚀、报废。不锈钢酸洗、钝化目前在真空技术网看 到的研究报道较少,
最新文档 不锈钢表面整体翅片犁切-挤压加工机理
格式:pdf
大小:81KB
页数:1P
人气:60
4.6
 不锈钢表面改性着色处理技术
不锈钢表面改性着色处理技术 天花吊顶产品的发展,经历了产品材质为硅钙、木材、聚氯乙烯、塑钢、金属等阶段。目前,金属天花吊顶产品占据了高端市场的绝大部分份额。随着科技的发展,人们生活水平的提高,高档、华贵的天花吊顶产品逐渐受到消费者的追捧。随着天花吊顶产品的高消费市场逐渐形成,顺应高消费需求,不锈钢天花吊顶产品应运而生。其中,彩色不锈钢天花吊顶产品
格式:pdf
大小:1.2MB
页数:9P
人气:60
4.4

不锈钢表面处理 目前对不锈钢表面进行处理的方法:表面本色白化处理、表面镜面光亮处理、表 面着色处理 一、表面本色白化处理 不锈钢在加工过程中,经过卷板、扎边、焊接或者经办人方温面火处理,产生黑色氧 化皮。这种坚硬的灰黑色氧化皮主要是nicr204和nif二种e04成份,以前一般采用 氢氟酸和硝酸进行强腐蚀方法去除。但这种方法成本大,污染环境,对人体有害。腐 蚀较大,逐渐被淘汰。 目前对这种氧化皮处理方法有二种: (1)喷(丸)砂方法 铸件一般会进行喷丸或喷砂处理,就是常说的shotblastandshotpenning figure1喷砂效果图 喷丸与喷砂的对比 效率表面效果表面硬化功能介质 喷砂低,但 灵活, 较精细低除锈,除氧化皮棕刚玉、白刚玉、河砂 等 喷丸高有死角高功能较多钢丝切丸、钢丸等 喷丸不但除锈,除表面氧化皮,还提
格式:pdf
大小:39KB
页数:4P
人气:60
4.5
不锈钢表面常见缺陷类型汇总 1、狭缝——在钢卷正反两面热轧边缘20mm内,在钢卷全长上产生的线状缺 陷。日新原料上表面此缺陷较宽,下表面较窄。故日新下表面作为冷轧单面保证 品的基准面。 2、氧化线——材料板面存在因轧制残留的氧化物引起线状缺陷,和夹杂缺陷有 所相似; 3、翘皮(氧化皮掉落)——呈舌状或鱼鳞片状,有闭合的有张开的。有大部也 有小部于本体相连。 4、夹杂——有明显的点状、块状、长条状柳叶状的明显特征。 5、划线——加工时,在材料板面可看出条状点状有单条也有多条但无手感的划 痕; 6、划伤——加工时,在材料板面可看出条状点状有单条也有多条并有手感的划 痕; 7、碰伤——材料板面在外力作用下产生较大的材料变形; 8、层间滑移(双面滑移)——在钢卷正反两面对称位置上发生形态相同的、细 小而密集的伤痕。由于板与板之间松卷产生。 9、折痕——加工时,板面在外力作用下产生较小的材料变
格式:pdf
大小:14KB
页数:5P
人气:60
4.6
不锈钢表面处理——酸洗钝化 1.不锈钢酸洗钝化的方法与工艺 1.1.酸洗钝化处理方法 不锈钢设备与零部件酸洗钝化处理根据操作不同有多种方法。 浸渍法用于可放入酸洗槽或钝化槽的零部件,但不适于大设备酸洗液可较长时间使用,生 产效率较高、成本低;大容积设备充满酸液浸渍耗液太大。 涂刷法适用于大型设备内处表面及局部处理物工操作、劳动条件差、酸液无法回收。 膏剂法用于安装或检修现场,尤其用于焊接部处理手工操作、劳动条件差、生产成本高。 喷淋法用于安装现场,大型容器内壁用液量低、费用少、速度快,但需配置喷枪及循环系统。 循环法用于大型设备,如换热器、管壳处理施工方便,酸液可回用,需配管与泵连接循环系统。 电化学法既可用于零部件,又可用电刷法对现场设备表面处理,技术较复杂,需直流电 源或恒电位仪。 1.2.酸洗钝化处理配方举例 1.2.1.一般处理 根据astma380—1999,仅
格式:pdf
大小:190KB
页数:未知
人气:60
4.7
纳秒脉冲激光加工不锈钢表面 通过对316l不锈钢表面进行纳秒脉冲激光处理分析的研究。结果表明:纳秒脉冲激光在316l不锈钢表面形成了微结构,改变了样品表面的形貌。实验中采用纳秒脉冲激光对不锈钢在空气中进行辐照,研究了表面微结构在不同扫描速度、扫描电流和扫描次数下的演化情况。不锈钢的市场前景十分可观,纳秒激光脉冲技术的发展也倍受青睐,将材料与新兴技术相结合,具有很好的研究意义。
格式:pdf
大小:17KB
页数:2P
人气:60
4.4

不锈钢表面处理方法介绍(酸洗、钝化与抛光) 介绍了近年来开发的部分不锈钢产品的酸洗、钝化及机械抛光、化学抛光、电化学抛光 工艺,针对不同的不锈钢牌号及零件规格,给出了相应的表面处理配方及工艺方案。 不锈钢因其优良的耐腐蚀性和良好的外观而广泛应用。不锈钢在生产过程中,不可避免 地要经过退火、正火、淬火、焊接等加工过程,表面时常会产生黑色的氧化皮。氧化皮不仅 影响不锈钢的外观质量,也会对产品的后续加工产生不利影响,故在后续加工前必须采用酸 洗、抛光等表面处理方法将其除去。不锈钢氧化皮为nio2、cr2o3、feo·cr2o3、 feo·cr2o·3fe2o3等致密型氧化物,去除难度因不锈钢牌号及零件规格、制造条件的差异而 不同,如果表面处理不当,不仅浪费人力,还可能造成不锈钢点蚀、报废。不锈钢酸洗、钝化目 前在真空技术网看到的研究报道较少,笔者就一些
格式:pdf
大小:812KB
页数:5P
人气:60
4.8
含钛不锈钢表面夹杂的研究 分析了含钛不锈钢321(1cr18ni9ti或06cr18ni10ti)连铸坯在热轧后表面两种缺陷(分别定义为a类缺陷和b类缺陷)成因机理及区别。试验分析结果表明,a类缺陷和b类缺陷分别与连铸坯表面裹渣和结晶器结鱼密切相关。a类缺陷的成因是结晶器内的钢渣界面不稳定,造成保护渣直接进入坯壳或钢水裹住保护渣而产生,且多出现在连铸头坯;b类缺陷的主要产生根源是tin,成串的tin和al2o3出现在钢板上面;而浇注过程中钢水直接与空气接触,引起钢水的二次氧化和增氮是产生tin的前提条件。
格式:pdf
大小:19KB
页数:4P
人气:60
4.8
不锈钢表面的防腐蚀--钝化 不锈钢的抗腐蚀性主要由表面覆盖着一层极薄的(约1nm)致密的钝化膜把腐蚀介质隔离,是不锈钢防护的基本屏 障。不锈钢钝化具有动态特征,不应看作腐蚀完全停止,而是形成扩散的阻挡层,使阳极反应大大降低。通常在有还原 剂(如氯离子)情况下倾向于破坏膜,而在氧化剂(如空气)存在时能保持或修复膜。 不锈钢工件放置于空气中会形成氧化膜,但这种膜的保护性不够完善。通常先要进行彻底清洗,包括碱洗和酸洗, 再用氧化剂钝化,才能保征钝化膜的完整性与稳定性。酸洗的目的之一是为钝化处理创造条件,保证形成优质的钝化膜。 因为通过酸洗使不锈钢表面平均有10um厚一层表面被腐蚀掉,酸液的化学活性使得缺陷部位的溶解率比表面上其它部位 高,因此酸洗可使整个表面趋于均匀平衡,一些原来容易造成腐蚀的隐患被清除掉了。但更重要的是,通过酸洗钝化, 使铁与铁的氧化物比铬与铬的氧化物优先溶
文辑创建者
我要分享 >
职位:一级建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐