基于局部二进制模式的带钢表面缺陷初级检测方法
2025-02-09
带钢表面缺陷检测是带钢质量控制的重要环节之一,但现有带钢表面缺陷自动检测方法在准确性和实时性上还难以满足工业现场需要。为了解决此问题,提出了一种基于局部二进制模式(LBP)的带钢表面缺陷的初级检测方法。该方法首先利用快速局部二进制模式算法计算图像中各像素点的LBP值;然后通过统计LBP直方图来获取图像中主要边缘点的信息,再将其与阈值进行比较,以确定带钢图像中表面缺陷的存在,并记录缺陷的位置。实验结果表明,该方法不仅在带钢表面缺陷的初级检测方面具有良好的准确性和实时性,而且其提取出的信息还具有结构的和统计的双重特性,可为后续缺陷分类提供重要依据。

 冷轧带钢表面缺陷的二级检测与快速判定方法研究
冷轧带钢表面缺陷的二级检测与快速判定方法研究 针对冷轧带钢表面缺陷图像采集计算量大、实时性强的特点,在提取灰度信息特征的基础上,采用二级检测的处理方法采集缺陷图像.实验验证结果表明:二级检测模式可以提高检测速度、缩短检测时间,具有良好的生产适应性.
针对热轧带钢的表面质量检测进行研究,设计了基于机器视觉技术的带钢表面缺陷检测系统,从系统整体构成、硬件结构、软件开发及算法设计等方面进行了深入的分析与研究。在vs2010平台上,实现了包括图像的采集、传输、缺陷的实时检测和定位,以及缺陷的报警与存储等功能。通过大量的测试结果表明,该系统中设计的缺陷检测算法无论在检测精度还是实时吞吐量上都具有很大优势,可以对带钢表面常见的氧化、孔洞、边裂、麻点等几十种不同类型和不同等级的缺陷进行精确、实时地检测。
编辑推荐下载
格式:pdf
大小:2.8MB
页数:5P
人气:72
 4.5
4.5
冷轧带钢表面缺陷检测系统设计 针对现有带钢表面质量检测技术的缺陷检测精度与识别率不高的问题,以及冷轧带钢生产线的实际运行环境,设计了一套带钢表面缺陷实时检测系统,从系统整体设计、硬件结构、软件开发和检测分类算法等方面进行了深入的分析与研究.采用模块化软件设计理念、基于谱残差视觉显著性缺陷快速检测方法以及多分类器融合框架,实现了对带钢表面常见的孔洞、擦伤、氧化、边裂等不同类型和不同等级的缺陷进行精确、实时的检测与分类.实验结果表明:该算法缺陷检测率为94.68%,缺陷识别率达到了93.5%,单幅图像缺陷检测耗时仅为37.6ms,符合当下高速运动带钢快速检测的需求.
格式:pdf
大小:1.8MB
页数:3P
人气:72
4.4
基于小波变换的带钢表面缺陷图像增强算法 针对传统图像增强算法在处理有大量噪声、光照不足或不均匀的图像,尤其是实际现场的带钢表面图像时效果较差的问题,提出基于小波变换的图像增强算法,将其应用于冷轧带钢表面缺陷图像的增强中。对比实验结果表明,该方法的增强效果和抗噪性能明显优于传统算法。
热门文档 基于局部二进制模式的带钢表面缺陷初级检测方法
格式:pdf
大小:304KB
页数:3P
人气:72
4.3
一种基于数学形态学的墙地砖表面缺陷检测方法 介绍了一种利用数学形态学来检测瓷质墙地砖表面缺陷的方法。该方法通过优化形态学结构元素使图象中正常的纹理变化经滤波后响应最小,而缺陷纹理却不受影响,以达到缺陷检测的目的。实验结果证明了该方法在实际应用中的可行性。
格式:pdf
大小:611KB
页数:6P
人气:72
4.3
一种基于混合纹理特征的木板材表面缺陷检测方法 利用计算机视觉技术检测木板材表面缺陷。提出了一种基于混合纹理特征的表面缺陷检测算法,能准确、鲁棒地检测出木板材表面图像中是否有缺陷。首先,分别使用灰度共生矩阵方法、gabor滤波方法和几何不变矩方法提取了10个优化后的图像纹理及尺度、平移、旋转不变特征;然后,对特征向量进行有效组合;最后,基于融合后的混合纹理特征向量,应用bp人工神经网络对样本集进行训练和检测。实验表明,该方法能准确地对木板材表面缺陷进行检测,平均检测成功率达96.2%。
格式:pdf
大小:888KB
页数:5P
人气:72
4.5
热轧带钢表面缺陷在线检测的方法与工业应用 热轧带钢表面的温度高,辐射光强,并且存在着水、氧化铁皮、光照不均等现象,与冷轧带钢的表面存在着很大的差别。将线阵ccd摄像机作为图像采集装置,用绿色激光线光源作照明,通过窄带滤色镜滤除钢板表面的辐射光,从而提高了缺陷对比度。根据热轧带钢表面的特点提出新的缺陷检测与识别算法流程,通过增加4种不同类型的缺陷检测步骤,去除了大量由水、氧化铁皮等造成的伪缺陷,在保证缺陷检出率的同时,减小缺陷的误识率。经在线应用,该方法可以满足在线检测的要求,缺陷的检出率达95%以上,识别率达85%以上。
格式:pdf
大小:1.6MB
页数:6P
人气:72
4.8
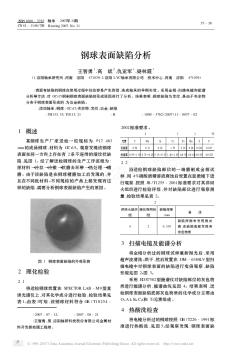
基于Halcon的钢球表面缺陷检测系统设计 提出了一种基于halcon的钢球表面缺陷检测系统设计方案。首先,利用ccd相机采集展开盘上的钢球表面图像,并传输到应用软件;其次,进行图像感兴趣区域选取、滤波去噪和缺陷边缘检测等图像处理;然后,将缺陷区域进行连通,并计算缺陷面积;最后,与缺陷阈值进行比较,控制分球机械手与分球板协同作用实现分拣。试验结果表明:该系统具有很高的检测效率和准确率,可满足工业自动化生产的需求,具有良好的应用前景。
格式:pdf
大小:125KB
页数:3P
人气:72
4.5
基于超声表面波原理的弹簧表面缺陷检测 针对超声表面波检测技术特点,分析了超声表面波检测弹簧表面缺陷的方法,制作了超声波检测所需的人工缺陷对比试块,利用多个人工试块制作描绘出用于判废的距离-波幅曲线,建立了弹簧表面缺陷的超声波检测系统。结果表明,超声表面波检测方法适用于弹簧表面缺陷的检测,并能有效地应用于实际生产中的检测任务。
精华文档 基于局部二进制模式的带钢表面缺陷初级检测方法
格式:pdf
大小:249KB
页数:未知
人气:72
4.4
基于二进制编码尺的水位测量仪设计 鉴于传统水位测量仪在对数据进行模数转化时产生较大误差,提出了基于二进制编码尺的新型水位测量方法,该测量方法保证了水位检测中水位信息的测量精度.同时采用can总线进行数据传输,准确地传输多路数据,保证了水位信息的数字化传输和实时性.
格式:pdf
大小:448KB
页数:6P
人气:72
4.7
基于PLC的三轴十字滑台带钢表面缺陷检测系统设计 为快速准确地检测出带钢表面缺陷,对带钢表面缺陷自动检测控制系统进行分析,提出并设计了基于plc的三轴十字滑台带钢检测系统方案。确定了系统硬件十字滑台的结构尺寸,完成了系统装配,机械部件计算、选型,plc软件编程,等;利用有限元软件对结构检测系统进行力学计算和仿真分析。结果表明,此设计可为企业节约生产成本及劳动力,该系统具有可控可操作性,符合实际工程实验环境要求,具有重大的工程实际意义和经济效益,应用前景广阔。
格式:pdf
大小:2.0MB
页数:5P
人气:72
4.4
基于BP神经网络的表面缺陷检测分类 精密轴承应用广泛,精度要求高,轴承表面缺陷对其使用影响很大.因此,对轴承缺陷的检测很有必要.目前的检测以人工为主,但当缺陷小于0.075mm时人眼就很难识别.以ccd摄像机为视觉结合图像处理技术,设计一种轴承在线检测方法,能够在很大程度上提高检测效率和检测精度,最后利用bp神经网络进行缺陷分类,实验结果表明:分类正确率可达92.7%,符合工业要求.
格式:pdf
大小:20KB
页数:1P
人气:72
4.8
电梯五方对讲二进制拨码表 序号编码拨号 1110000000 21001000000 31111000000 410000100000 510110100000 611001100000 711111100000 8100000010000 9100110010000 10101001010000 11101111010000 12110000110000 13110110110000 14111001110000 15111111110000 161000000001000 171000110001000 181001001001000 191001111001000 201010000101000 211010110101000 221011001101
格式:pdf
大小:1.2MB
页数:4P
人气:72
4.7
自适应带钢表面缺陷图像边缘增强方法 针对带钢表面缺陷图像去噪后边缘模糊的问题,提出了一种基于邻域信息的自适应双倒数滤波方法。该方法结合邻域内像素的几何位置信息与灰度信息进行滤波,通过引入与边缘有关的梯度算子自适应调整几何位置信息中的距离,在图像灰度变化小的背景区域取较大的权值,增强图像的平滑效果,以达到去噪的目的;在图像灰度变化大的边缘处取较小的权值,以达到边缘增强的目的。实验结果分析表明,该方法去噪和边缘保持效果好。
最新文档 基于局部二进制模式的带钢表面缺陷初级检测方法
格式:pdf
大小:198KB
页数:4P
人气:72
4.8
基于神经区域生长瓷砖表面缺陷检测 自动视觉检测是机器视觉在工业方面的一项重要应用。针对目前瓷砖表面缺陷检测仍停留在手工操作水平,劳动强度大,效率低,检测精度远远不能满足实际生产的需要,本文提出一种基于bp神经网络与区域生长法相结合的图像分割技术,并将其应用到瓷砖表面缺陷检测。本算法原理是通过bp神经网络对瓷砖表面进行缺陷检测,将瓷砖主要缺陷分割出来,然后再利用区域生长法对其缺陷部分作进一步分割,使缺陷能被精确、快速地分割出来。通过大量实验说明本算法在实际应用中的精确度达到97%,检测速度得到明显的提高,效果令人满意,具有良好的应用前景。
格式:pdf
大小:1.0MB
页数:5P
人气:72
4.7
钢板表面缺陷检测系统的设计与实现 钢板作为钢铁工业的主要产品形式之一,已成为汽车、机械制造、化工、航空、航天和造船等工业不可缺少的原材料,其表面质量的优劣将直接影响最终产品的性能和质量。针对目前国内钢板表面缺陷检测方法比较落后、检测效果较差的情况,提出了钢板表面缺陷检测系统的设计与实现方案,包括硬件和软件的组成和部署;采用了串、并口编程和图像模式匹配等技术,实现了钢板表面的自动拍照、缺陷检测及生产和缺陷信息的保存;依据图片的几何学特征和光学特征等,实现了缺陷检测算法,包括缺陷识别和缺陷分类。在此基础上开发的钢板表面缺陷检测系统已经成功地应用到了现实的钢板生产中。
格式:pdf
大小:143KB
页数:2P
人气:72
4.3
减少热轧抽油杆圆钢表面缺陷的方法 对八钢小型轧机轧制热轧抽油杆用圆钢易产生表面缺陷的原因进行了分析,介绍了实践操作中存在的问题,并制定出相应解决办法,确保热轧抽油杆用圆钢的质量要求。
格式:pdf
大小:110KB
页数:未知
人气:72
4.4
二进制变流量水泵组合稳压给水方法 提出了一种稳压给水方法。本方法构造的给水系统由m台水泵并联运行,m台水泵的额定扬程相同,额定流量呈二倍递变,以数字1表示水泵工作,以数字0表示水泵停止工作,则m台水泵组合工作状态可用一个m位的二进制数表达,该数还代表水泵组合出水流量。给水时,按该二进制数递增或递减规律改变水泵组合的工作状态,递增或递减系统的出水流量,稳定水压。运用本方法制造给水设备结构简单,运行可靠性好。
格式:pdf
大小:8KB
页数:3P
人气:72
4.8
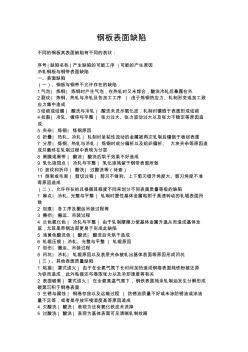
钢板表面缺陷 不同的钢板其表面缺陷有不同的表状: 序号|缺陷名称|产生缺陷的可能工序|可能的产生原因 冷轧钢板与钢带表面缺陷 一、表面缺陷 (一)、钢板与钢带不允许存在的缺陷 1气泡|炼钢|炼钢时产生气泡,在热轧时又未焊合,酸洗冷轧后暴露在外 2裂纹|炼钢、热轧与冷轧及各加工工序|由于炼钢热应力、轧制形变或加工致 应力集中造成 3结疤或结瘤|酸洗与冷轧|酸洗未洗尽氧化皮,轧制时镶嵌于表面形成结疤 4拉裂|冷轧、镀锌与平整|张力过大、张力波动过大以及张力不稳定等原因造 成 5夹杂|炼钢|炼钢原因 6折叠|热轧、冷轧|轧制时呈粘性流动的金属被再次轧制后镶嵌于板材表面 7分层|炼钢、热轧与冷轧|炼钢时成分偏析以及组织偏析、大块夹杂等原因造 成并最终在轧制过程中表现为分层 8黑膜或黑带|酸洗|酸洗后烘干效果不好造成 9
格式:pdf
大小:105KB
页数:未知
人气:72
4.8
一种钢球表面缺陷光学检测新方法 为降低企业生产成本,简化钢球检测系统,提出了一种基于机器视觉技术钢球表面缺陷光学检测新方法,采用双目ccd传感器和平面镜反射成像同时获取上下左右四个表面的钢球表面图像,经过图像处理后进行缺陷分级,以取代传统的钢球表面展开机械装置。此外,在照明装置上,设计了一种基于led面阵光源和磨砂玻璃的方法来模拟均匀散射光线,以提高成像质量。实践表明使用本文方法能够实现钢球表面缺陷的自动检测,简便高效,具有较高的可靠性。
格式:pdf
大小:657KB
页数:5P
人气:72
4.6
C波段二进制平面微波四功率分配器的设计 介绍一种中心频率在f_0=6ghz的二进制四等分平面微波功率分配器的设计理论、软件仿真与工艺制作等方面的内容,电路性能实测值同软件验证的结果一致。该种功率分配器结构形式简单、性能良好,常用于微波电路中的功率分配与合成方面。
格式:pdf
大小:498KB
页数:未知
人气:72
4.5
基于广义轮换矩阵的伪随机广义二进制轮换矩阵设计 压缩感知中,测量矩阵在信号的获取和重构过程中起着重要的作用。传统的随机测量矩阵在采样率较高的情况下,能够获得比较好的重构效果,但在低采样率下的重构效果不够理想。确定性测量矩阵自身存在一些限制因素,与随机测量矩阵相比,重构效果有所降低。基于广义轮换矩阵(gr),提出了两种结构随机矩阵:广义二进制轮换矩阵(gbr)和伪随机广义二进制轮换矩阵(pgbr)。仿真结果表明,相对于传统的测量矩阵,新的测量矩阵在二维图像重建方面效果较好,所需重构时间相差不大,在较低的采样率下能够获得更加精确的重建。
格式:pdf
大小:9KB
页数:5P
人气:72
4.8
钣金常见表面缺陷 一.起泡: 原因:1.电镀工艺配方有缺陷 2.电镀溶液有污梁 3.电镀前除油不彻底(前处理不干净) 4.工序不完整. 预防:1.选择证明良好的配方 2.严格管理维护镀液 3.加强控制前处理 4.完善工序. 其中基材原因:选用不合适的材料,氢气量增加,氢脆造成. 二.基材花斑: 原因:电镀前基材料产生严重锈蚀而出现,电镀后形成花斑. 预防:对基材采取良好有效的工序间进行防腐蚀性措施. 三.挂印: 原因:表面处理生产的必然的印迹现象. 预防:补救是必然进行的,在挂印位置在工件内表面和b面必曾时增加工艺孔. 四.黑点: 原因:有多种,各环节都有可能导致. 1.基材中有不允许的杂质,有裂纹或小针孔. 2.钝化膜质量不良. 3.表面处理后因素:1)
文辑创建者
我要分享 >
职位:水电安全施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐