北营预应力钢绞线SWRH82B的开发及质量控制
2024-06-30
介绍了北台炼钢厂在现有设备工艺条件下,用小方坯连铸机生产高附加值产品预应力钢绞线的生产实践与质量控制措施,并对SWRH82B高碳钢盘条的生产技术难点夹杂物控制措施进行了创新。通过加强SWRH82B冶炼过程质量控制,为产品后续深加工奠定了基础。


预应力钢绞线用盘条SWRH82B
 水钢预应力钢绞线SWRH82B钢的冶炼工艺
水钢预应力钢绞线SWRH82B钢的冶炼工艺 水城钢铁集团公司根据gb/t24238-2009质量标准和用户使用要求,确立了预应力钢绞线swrh82b钢的内控成分(质量分数):w(c)=0.79%~0.84%、w(si)=0.15%~0.30%、w(mn)=0.60%~0.90%、w(p)≤0.025%、w(s)≤0.015%、w(cr)=0.25%~0.27%。采用高炉铁水→100t顶底复吹转炉冶炼→lf炉精炼→150mm×150mm方坯连铸的工艺流程生产swrh82b方坯,用于轧制swrh82b盘条。采用的质量控制方法有:(1)采用含铝量低的合金脱氧,减少钢中的al2o3夹杂物含量;(2)采用低氮增碳剂、低氮铁合金对钢水进行脱氧合金化,lf炉采用微正压操作,造好泡沫渣,埋弧精炼,连铸采用全封闭保护钢水浇注,使成品钢中的氮质量分数降到40×10~(-6)以内;(3)将中间包钢水过热度控制在15~30℃,结晶器电磁搅拌频率5hz、电流320a,铸坯拉速(1.73±0.02)m/min,二冷段气雾冷却比水量0.62l/kg,将铸坯中心各种缺陷级别之和控制在3级以内。
编辑推荐下载
格式:pdf
大小:195KB
页数:未知
人气:78
 4.3
4.3
水钢预应力钢绞线SWRH82B盘条的热轧工艺 水城钢铁集团公司根据gb/t24238-2009标准和用户使用要求,设计了合理的铸坯加热制度、水冷和风冷制度,并通过改造冷却风机、采用锥形辊与佳灵装置优化组合等措施,稳定生产出微观组织索氏体化率达95%、中心无网状渗碳体、抗拉强度为1140~1280mpa、断面收缩率不小于30%、同圈强度极差不大于30mpa的swrh82b优质盘条。
格式:pdf
大小:333KB
页数:4P
人气:78
4.7
湘钢预应力钢丝用钢SWRH82B盘条的质量控制 湘钢采用铁水预处理-80t顶底复吹转炉-90tlf-150mm×150mm方坯连铸机-高速线材轧机成功开发出φ11~13mm的预应力钢丝和钢绞线用钢swrh82b(%:0.79~0.83c,0.70~0.80mn,0.17~0.22cr,≤0.020s,≤0.025p)盘条。实践表明,中间包钢水过热度控制在15~25(30)℃,拉坯速度2.6~2.9m/min,拉坯速度波动值≤0.2m/min,二冷水量1.95~2.10l/kg,可使铸坯中心碳偏析比(铸坯中心碳含量/钢水碳含量)≤1.04,盘条索氏体率≥85%,实际拉拔和捻股过程中104m的断丝率≤1次。
热门文档 北营预应力钢绞线SWRH82B的开发及质量控制
格式:pdf
大小:131KB
页数:1P
人气:78
4.6
预应力钢绞线82B质量缺陷分析与改进措施 82b是日本牌号,指的是含碳等于0.80%的优质碳素结构钢,机械性能优良,用作高强度预应力钢绞线的主要材料之一就是82b盘条,一般情况下直径12.5毫米预应力钢绞线在大型铁路、桥梁、公路、建筑、吊车梁中广泛应用。所以预应力钢绞线82b质量至关重要。但是实际情况中其预应力钢绞线82b由于表面质量差、碳偏析指数高的原因造成其拉拔断裂等问题,在强度、延展性、冷拔性方面都不尽人意,所以文章将采取金相检验方法分析原因,制定相应的对策。
格式:pdf
大小:143KB
页数:10P
人气:78
4.5
第32卷第5期金属制品2006年10月vol132 no15steelwireproductsoctober2006 上突显出来。在使用旋转模时,应尽量选用较低的旋转速度,同时该道次的部分 压缩率和拉丝模工作锥角度宜选用较小值,以减少杯锥状断裂的发生。 参考文献 [1]段建华.我国pc钢绞线材质量和需求状况[c].全国 线材深加工技术研讨会论文集.郑州,2005.6. (收稿日期:2006-04-30 作者简介 康公1941年生,巨力集团有限公司高级工程师,已退休。 swrh82b盘条在钢绞线生产中存在的问题 朱飞峰 (无锡中冶钢缆有限责任公司214153 摘要分析国产swrh82b盘条在钢绞线生产中存在的问题。盘条未经拉 拔出现脆断的主要影响因素是碳含量、吐丝温度、控冷速度和有害气体的含量;笔 尖状断裂主要由
格式:pdf
大小:182KB
页数:3P
人气:78
4.7
SWRS82BCr预应力钢绞线盘条试制 针对yl82b盘条技术要求与国外标准存在的差距,采用"80t顶底复吹转炉→90tlf炉精炼→180mm×240mm直弧形矩形坯连铸机→高速线材轧机"工艺流程试制swrs82bcr预应力钢绞线盘条。采用lf炉精确控制化学成分、lf白渣操作、连铸全过程保护浇注、低过热度浇注和控轧控冷等工艺措施,试制的swrs82bcr盘条化学成分稳定、抗拉强度波动小,断面收缩率不小于35%,金相组织为s+p+极少量0.5级fe3c,索氏体化率不低于85%,中心偏析不大于2.5级,完全满足用户要求。
格式:pdf
大小:7KB
页数:2P
人气:78
4.6
后张法预应力施工控制要点及计算 一、张拉前的准备工作 1、波纹管 ㈠布置波纹管时首先用钢筋加工环形架作为波纹管的定位架,纵向间距为1m,横向位置按 设计图纸上的坐标定位,波纹管中穿有内衬管,以保证波纹管成孔质量。 ㈡筑混凝土前应检查波纹管是否有孔洞或变形,接头处是否用胶带密封好,在与锚垫板接头 处,一定要用磁带或其它东西堵塞好,以防水泥浆渗进波纹管或锚孔内。 ㈢筑混凝土时应尽量避免振捣棒直接接触波纹管,以防漏浆堵孔。 2、钢绞线 ㈠钢绞线假如采用湖北汉川金属制口有限公司生产的φs15.2(stm416-94a,270级,低松 弛),标准强度ryb=1860mpa。 ㈡钢绞线下料要在干净整洁的地面上进行,并清除表面上的锈迹及杂物,下料时用砂轮切割 机切割。 ㈢穿束前,将钢绞线理顺,用扎丝绑扎好,以防在穿束过程中钢绞线打绞,张拉时受力不均, 导致有的钢绞线达不到张拉控制
格式:pdf
大小:44KB
页数:未知
人气:78
4.4
1860MPa级预应力钢绞线及82B热轧盘条生产技术浅析 分析介绍1860mpa级预应力钢绞线及其原料82b热轧盘条的生产技术要求,提出82b盘条生产控制及质量要点
精华文档 北营预应力钢绞线SWRH82B的开发及质量控制
格式:pdf
大小:33KB
页数:6P
人气:78
4.7
后张法预应力钢绞线伸长量的计算 预应力钢绞线施工时,采用张拉应力和伸长值双控,实际伸长值与理论伸长值误 差不得超过6%,后张预应力技术一般用于预制大跨径简支连续梁、简支板结构, 各种现浇预应力结构或块体拼装结构。预应力施工是一项技术性很强的工作,预 应力筋张拉是预应力砼结构的关键工序,施工质量关系到桥梁的安全和人身安 全,因此必须慎重对待。一般现行常接触到的预应力钢材主要:有预应力混凝土 用钢绞线、pc光面钢丝、刻痕钢丝、冷拔低碳钢丝、精轧螺纹钢等材料。对于 后张法预应力施工时孔道成型方法主要有:金属螺旋管、胶管抽芯、钢管抽芯、 充气充水胶管抽芯等方法。本人接触多的是混凝土预应力钢绞线(pcstrand、1×7 公称直径15,24mm,fpk=1860mpa,270级高强底松弛),成孔方法多采用金属 螺旋管成孔,本文就以此两项先决条件进行论述。 1施工准备:
格式:pdf
大小:648KB
页数:2P
人气:78
4.8
预应力钢绞线后张法施工质量控制及问题 随着现代建筑技术的不断发展,技术指标和要求的不断提高,预应力混凝土构件以其自身的优点得到越来越多的应用。后张法是指在已经制作好的有预留孔道的混凝土构件上,穿入预应力钢绞线并进行张拉并锚固的张拉方法。后张预应力工艺技术具有一定的专业性,并且很多技术是专利技术,所以一般都是由技术持有者或专业公司实施张拉工序。
格式:pdf
大小:174KB
页数:10P
人气:78
4.7
环氧涂层预应力钢绞线检验规程 1总则 1.1环氧涂层预应力钢绞线检验依据标准为《预应力混凝土用钢绞线》(gb/t5224)。 为统一环氧涂层预应力钢绞线的检测方法,保证检测精度,制定本检验规程。 2术语、符号 2.1术语 填充型环氧涂层钢绞线:外层是由 2.2符号 nd — — 钢绞线直径; ns — — 钢绞线参考截面积; rm — — 钢绞线抗拉强度; fm — — 整根钢绞线的最大力; fp0.2 — — 规定非比例延伸力; agt — — 最大力总伸长率; δfa — — 应力范围(两倍应力幅)的等效负荷值; d — — 偏斜拉伸系数。 3分类和标记 3.1分类与代号 钢绞线按结构分为5类。其代号为: 用两根钢丝捻制的钢绞线1×2 用三根钢丝捻制的钢绞线1×3 用三根刻痕钢丝捻制的钢绞线1×3ⅰ 用七根钢丝
格式:pdf
大小:208KB
页数:13P
人气:78
4.3

环氧涂层预应力钢绞线检验规程 1总则 1.1环氧涂层预应力钢绞线检验依据标准为《预应力混凝土用钢绞线》(gb/t5224)。 为统一环氧涂层预应力钢绞线的检测方法,保证检测精度,制定本检验规程。 2术语、符号 2.1术语 填充型环氧涂层钢绞线:外层是由 2.2符号 nd — — 钢绞线直径; ns — — 钢绞线参考截面积; rm — — 钢绞线抗拉强度; fm — — 整根钢绞线的最大力; fp0.2 — — 规定非比例延伸力; agt — — 最大力总伸长率; δfa — — 应力范围(两倍应力幅)的等效负荷值; d — — 偏斜拉伸系数。 3分类和标记 3.1分类与代号 钢绞线按结构分为5类。其代号为: 用两根钢丝捻制的钢绞线1×2 用三根钢丝捻制的钢绞线1×3 用三根刻痕钢丝捻制的钢绞线1×3ⅰ 用七根钢丝捻制的标准型钢绞线1×7
格式:pdf
大小:174KB
页数:10P
人气:78
4.4
环氧涂层预应力钢绞线检验规程 1总则 1.1环氧涂层预应力钢绞线检验依据标准为《预应力混凝土用钢绞线》(gb/t5224)。 为统一环氧涂层预应力钢绞线的检测方法,保证检测精度,制定本检验规程。 2术语、符号 2.1术语 填充型环氧涂层钢绞线:外层是由 2.2符号 nd — — 钢绞线直径; ns — — 钢绞线参考截面积; rm — — 钢绞线抗拉强度; fm — — 整根钢绞线的最大力; fp0.2 — — 规定非比例延伸力; agt — — 最大力总伸长率; δfa — — 应力范围(两倍应力幅)的等效负荷值; d — — 偏斜拉伸系数。 3分类和标记 3.1分类与代号 钢绞线按结构分为5类。其代号为: 用两根钢丝捻制的钢绞线1×2 用三根钢丝捻制的钢绞线1×3 用三根刻痕钢丝捻制的钢绞线1×3ⅰ 用七根钢丝
最新文档 北营预应力钢绞线SWRH82B的开发及质量控制
格式:pdf
大小:177KB
页数:10P
人气:78
4.5
环氧涂层预应力钢绞线检验规程 1总则 1.1环氧涂层预应力钢绞线检验依据标准为《预应力混凝土用钢绞线》(gb/t5224)。 为统一环氧涂层预应力钢绞线的检测方法,保证检测精度,制定本检验规程。 2术语、符号 2.1术语 填充型环氧涂层钢绞线:外层是由 2.2符号 nd — — 钢绞线直径; ns — — 钢绞线参考截面积; rm — — 钢绞线抗拉强度; fm — — 整根钢绞线的最大力; fp0.2 — — 规定非比例延伸力; agt — — 最大力总伸长率; δfa — — 应力范围(两倍应力幅)的等效负荷值; d — — 偏斜拉伸系数。 3分类和标记 3.1分类与代号 钢绞线按结构分为5类。其代号为: 用两根钢丝捻制的钢绞线1×2 用三根钢丝捻制的钢绞线1×3 用三根刻痕钢丝捻制的钢绞线1×3ⅰ 用七根钢丝
格式:pdf
大小:180KB
页数:11P
人气:78
4.7

环氧涂层预应力钢绞线检验规程 1总则 1.1环氧涂层预应力钢绞线检验依据标准为《预应力混凝土用钢绞线》(gb/t5224)。 为统一环氧涂层预应力钢绞线的检测方法,保证检测精度,制定本检验规程。 2术语、符号 2.1术语 填充型环氧涂层钢绞线:外层是由 2.2符号 nd — — 钢绞线直径; ns — — 钢绞线参考截面积; rm— — 钢绞线抗拉强度; fm — — 整根钢绞线的最大力; fp0.2 — — 规定非比例延伸力; agt — — 最大力总伸长率; δfa — — 应力范围(两倍应力幅)的等效负荷值; d— — 偏斜拉伸系数。 3分类和标记 3.1分类与代号 钢绞线按结构分为5类。其代号为: 用两根钢丝捻制的钢绞线1×2 用三根钢丝捻制的钢绞线
格式:pdf
大小:23KB
页数:1P
人气:78
4.6
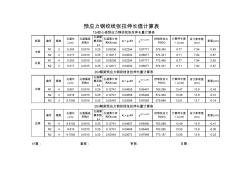
板型编号根数 孔道长 l(m) 孔道偏差 系数k 孔道摩 擦系数 μ 孔道累计转 角θ(rad)kl+μθe -(kl+μθ)控制张拉力 p(kn) 计算伸长值 △l(cm) 设计参考值 (cm)差值(cm) n136.3030.00150.250.052360.022540.97771579.3458.777.940.83 n236.3170.00150.250.122170.040020.96077574.3318.717.840.87 n146.3030.00150.250.052360.022540.97771772.4608.777.940.83 n236.3170.00150.250.122170.040020.96077574.3318.717.840.87 编号根数 孔
格式:pdf
大小:106KB
页数:6P
人气:78
4.7
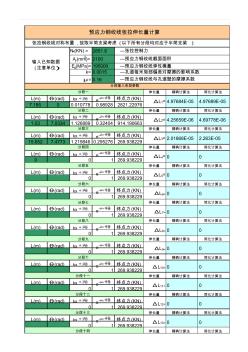
nk(kn)=2851.8 ay(mm 2)=2100 eg(mpa)=195000 k=0.0015 μ=0.16 伸长量精确计算法简化计算法 l(m)θ(rad)终点力(kn) 7.18500.0107780.989282821.22976 伸长量精确计算法简化计算法 l(m)θ(rad)终点力(kn) 1.037.03341.1268890.32404914.190663 伸长量精确计算法简化计算法 l(m)θ(rad)终点力(kn) 15.6527.47731.2198460.295276269.938229 伸长量精确计算法简化计算法 l(m)θ(rad)终点力(kn) 001269.938229 伸长量精确计算法简化计算法 l(m)θ(rad)终点力(kn) 01269.9
格式:pdf
大小:30KB
页数:1P
人气:78
4.6

记录表预应力张拉(后张拉)记录表 承包单位:合同段: 监理单位:编号: 单项工程名 称 构件 编号 张拉 日期 钢束 编号 油表 编号 千斤 顶编 号 记录 项目 15%50%100%103%锚固小缸 读数 锚塞 回缩 总伸长 量(mm) 及伸长 率(%) 滑.断 丝情 况 处理 情况初读 数 中间 行程 回油超张 拉 安装 应力 自检 意见 监理 意见 钢绞线切割方法: 质检员记录员班长监理员
格式:pdf
大小:22KB
页数:1P
人气:78
4.5
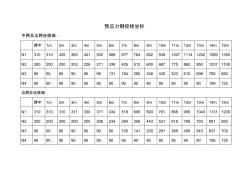
预应力钢绞线坐标 中跨及边跨连续端: 跨中1m2m3m4m5m6m7m8m9m10m11m12m13m14m15m n131031032536242150258967776485293910271114120212891350 n220020020020322627133942551260068777586295010371100 n3909090909099131184260348435523610698785850 n49090909090909090909090909090109125 边跨非连续端: 跨中1m2m3m4m5m6m7m8m9m10m11m12m13m14m15m n13
格式:pdf
大小:56KB
页数:9P
人气:78
4.4
预应力钢绞线规 预应力钢绞线规 预应力砼连续梁结构整体性好、大跨度,减少桥面伸缩缝个数, 在高速公路和城市快速路工程中得到广泛应用。本文就几座预应力砼 连续梁桥谈一下长束预应力质量控制的几个关键因素。 一、预应力钢绞线安装 预应力钢束的孔道位置、钢绞线是否发生缠绞现象是质量控制的关 键。孔道位置不准确,改变了结构受力状态,如果曲线孔道标高变化 段不圆顺还会增大预应力孔道摩阻损失,因此孔道位置准确与否直接 关系到施工的预应力度能否与设计的预应力度相吻合,对结构安全和 工程使用阶段是否会产生裂缝都有很深的影响。多根钢绞线如果缠绞 在一起,拉时各根钢绞线受力不均匀,增大了钢绞线之间的摩阻,造 成预应力损失加大。 实际施工中很多施工单位并不重视这些细部工作,固定钢束的井字架 位置不准确或不按照规和设计规定的间距布设,必然造成钢束位置与 设计不符、有的还会在曲线变化段产生急弯(半径太小
格式:pdf
大小:74KB
页数:9P
人气:78
4.7
. .. 预应力钢绞线规范 预应力钢绞线规范 预应力砼连续梁结构整体性好、大跨度,减少桥面伸缩缝个数, 在高速公路和城市快速路工程中得到广泛应用。本文就几座预应力砼 连续梁桥谈一下长束预应力质量控制的几个关键因素。 一、预应力钢绞线安装 预应力钢束的孔道位置、钢绞线是否发生缠绞现象是质量控制的关键。 孔道位置不准确,改变了结构受力状态,如果曲线孔道标高变化段不 圆顺还会增大预应力孔道摩阻损失,因此孔道位置准确与否直接关系 到施工的预应力度能否与设计的预应力度相吻合,对结构安全和工程 使用阶段是否会产生裂缝都有很深的影响。多根钢绞线如果缠绞在一 起,张拉时各根钢绞线受力不均匀,增大了钢绞线之间的摩阻,造成 预应力损失加大。 实际施工中很多施工单位并不重视这些细部工作,固定钢束的井字架 位置不准确或不按照规范和设计规定的间距布设,必然造成钢束位置 与设计不符、有的还会在
格式:doc
大小:46KB
页数:4P
人气:78
4.7
 预应力钢绞线抽检数量
预应力钢绞线抽检数量 本文将详细讨论建设工程领域中预应力钢绞线抽检数量的相关内容。我们将介绍预应力钢绞线的定义和作用,抽检数量的重要性,以及确定抽检数量的方法。同时,我们还将探讨如何合理设置抽检数量以确保建设工程质量。
文辑创建者
我要分享 >
职位:智能化监控及防盗报警工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐