大型灰铸铁、球墨铸铁铸件铸造工艺设计规范
2024-05-21
大型灰铸铁、球墨铸铁铸件铸造工艺设计规范的探讨 作者: 任传真 作者单位: 济南圣泉集团股份有限公司,山东济南 250204 本文链接: http://d.g.wanfangdata.com.cn/Conference_7554814.aspx

 球墨铸铁铸件的补缩工艺
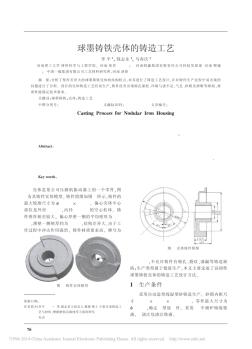
球墨铸铁铸件的补缩工艺 通过分析和总结在生产实践过程中球墨铸铁铸件产生缩孔缩松缺陷以及成功解决办法,对球铁铸件凝固收缩理论提出理解和看法:铸件的补缩及缺陷产生取决于压力,由于球铁的凝固特性使石墨化膨胀和凝固收缩分离,薄壁件截面凝固差异不明显,石墨化膨胀压力无法有效利用,厚大件的截面凝固的差异大,容易实现石墨化膨胀压力的利用。铸造补缩工艺的设计原则就是提供并保持这样的压力,对薄壁要强调外部压力补缩,厚壁则充分利用石墨化膨胀压力自补缩。
收稿日期:20100919;修订日期:20101020 作者简介:牟行辉(1974),四川射洪人,工程师.从事铸铁件铸造工艺 设计和质量控制工作. email:mu_xinghui@126.com vol.32no.1 jan.2011 铸造技术 foundrytechnology 工艺技术technology 球墨铸铁铸件的补缩工艺 牟行辉 (陕西秦川机床工具集团有限公司,陕西宝鸡721009) 摘要:通过分析和总结在生产实践过程中球墨铸铁铸件产生缩孔缩松缺陷以及成功解决办法,对球铁铸件凝固收缩理论提出 理解和看法:铸件的补缩及缺陷产生取决于压力,由于球铁的凝固特性使石墨化膨胀和凝固收缩分离,薄壁件截面凝固差异 不明显,石墨化膨胀压力无法有效利用,厚大件的截面凝固的差
编辑推荐下载
格式:pdf
大小:201KB
页数:3P
人气:57
 4.4
4.4
大型球墨铸铁磨盘铸件的铸造工艺 通过采用优质铁液、选取合适的分型面、设计合理的浇注系统、冷铁、安放足够大的保温冒口和上表面加大加工余量等措施,生产出16.8t的合格大型球墨铸铁件。
格式:pdf
大小:66KB
页数:4P
人气:57
4.5

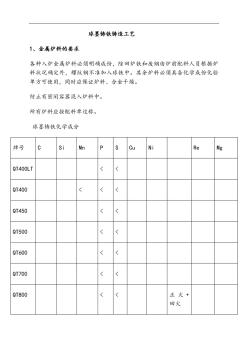
球墨铸铁铸造工艺 1、金属炉料的要求 1.1各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹 钢不准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 1.2防止有密闭容器混入炉料中。 1.3所有炉料应按配料单过称。 2.1球墨铸铁化学成分 牌号csimnpscuniremg qt400lt3.7/3.82.0/2.150.1/0.15<0.1<0.020.02/0.030.05/0.06 qt4003.55/3.752.5/2.7<0.3<0.1<0.020.03/0.060.03/0.06 qt4503.55/3.752.5/2.70.3/0.45<0.1<0.020.02/0.050.03/0.07 qt5003.55/3.752.4/2.55
热门文档 大型灰铸铁、球墨铸铁铸件铸造工艺设计规范
格式:pdf
大小:66KB
页数:4P
人气:57
4.7

球墨铸铁铸造工艺 1、金属炉料的要求 1.1各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹 钢不准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 1.2防止有密闭容器混入炉料中。 1.3所有炉料应按配料单过称。 2.1球墨铸铁化学成分 牌号csimnpscuniremg qt400lt3.7/3.82.0/2.150.1/0.15<0.1<0.020.02/0.030.05/0.06 qt4003.55/3.752.5/2.7<0.3<0.1<0.020.03/0.060.03/0.06 qt4503.55/3.752.5/2.70.3/0.45<0.1<0.020.02/0.050.03/0.07 qt5003.55/3.752.4/2.55
格式:pdf
大小:234KB
页数:3P
人气:57
4.5
特大型球墨铸铁磨盘的铸造工艺 介绍了特大型球墨铸铁磨盘的研制过程,详细阐述了其分型面、浇注系统、浇注温度、冷铁、工艺参数等的选择与设定,并给出了磨盘铸件的化学成分控制范围及球化孕育处理方法。采用底注式浇注系统,并使用高刚度砂箱,提高铸型刚度,利用球墨铸铁石墨化膨胀进行自补缩,试制铸件进行各项检测结果,质量全面达到客户要求。
格式:pdf
大小:249KB
页数:3P
人气:57
4.7
特大型球墨铸铁磨盘的铸造工艺 分别从铸型工艺、浇注系统、冷铁方案、冒口的设计、浇注工艺与产品的试制等方面,介绍了厚断面特大型球墨铸铁磨盘的试制过程。通过理论值计算与magma软件模拟完善了铸造工艺,降低产品的开发风险,从而成功试制了特大型球墨铸铁磨盘。
格式:pdf
大小:66KB
页数:4P
人气:57
4.4
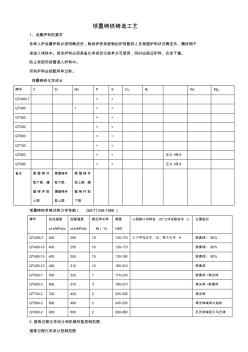
球墨铸铁铸造工艺 1、金属炉料的要求 各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹钢不 准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。 防止有密闭容器混入炉料中。 所有炉料应按配料单过称。 球墨铸铁化学成分 牌号csimnpscuniremg qt400lt<< qt400<<< qt450<< qt500<< qt600<< qt700<< qt800<<正火+回火 qt900<<正火+回火 备注厚壁铸件 取下限,薄 壁铸件取 上限 厚壁铸件 取下限, 薄壁铸件 取上限 厚壁铸件 取上限,薄 壁铸件取 下限 球墨铸铁单铸试样力学性能(gb/t1348-1988) 牌号抗拉强度 σb/mpa≥ 屈服强度 σb/
精华文档 大型灰铸铁、球墨铸铁铸件铸造工艺设计规范
格式:pdf
大小:364KB
页数:4P
人气:57
4.5
奥氏体球墨铸铁轴类铸件的铸造工艺 介绍了低si高ni奥氏体球墨铸铁轴类铸件的铸造工艺,包括化学成分、炉料配比、球化剂、孕育及热处理工艺的选择。通过加入微量sb消除了厚大件的碎块状石墨;选用冒口补缩并采用冷铁防止了缩孔缩松;采用铁液高温出炉、快速浇注的方法,消除了皮下气孔缺陷;等,得到了质量合格的出口铸件
格式:pdf
大小:319KB
页数:5P
人气:57
4.6
大型球墨铸铁件铸造工艺的优化设计 简述了目前砂型铸造大型球墨铸铁件生产实践中一些传统铸造工艺存在的不足;介绍和探讨了大型球墨铸铁件铸造工艺的优化设计:应优先选用分层进液浇注系统型式、合理确定浇注系统的有效浇注时间及其最小截面积,有效过滤铁液,优先选用冒口的形式,应用适宜的冷铁,合理确定浇注工艺的一些重要工艺参数等。
格式:pdf
大小:2.8MB
页数:8P
人气:57
4.7
GF线用大型球墨铸铁砂箱的铸造工艺 介绍了大型复杂球墨铸铁砂箱的铸造工艺。针对该铸件容易产生的缩孔、缩松、断芯及气孔缺陷采取了如下措施:(1)在铸件顶部设置多个热冒口,实现多点进铁补缩;(2)提高砂型和砂芯刚度;(3)使用冷铁,选择合理的浇注温度;(4)采用螺纹钢筋芯骨,提高侧面砂芯的刚度,并使用马鞍形组合芯撑防止砂芯变形;(5)砂箱内腔大砂芯采用钢板内衬,提高砂芯刚度,减少芯砂用量,从而减少发气量,并通过在钢板上钻排气眼,改善砂芯和型腔排气。生产结果表明,上述铸造缺陷均已消除。

最新文档 大型灰铸铁、球墨铸铁铸件铸造工艺设计规范
格式:pdf
大小:71KB
页数:未知
人气:57
4.6
浙江省铸造协会:用废钢来代替生铁生产球墨铸铁和灰铸铁铸件的通知 通知指出:近年来,随着生铁价格的不断上涨,铸件的成本不断提高。当前市场上废钢的价格比生铁低。实践证明用废钢来代替生铁,通过电炉熔炼生产球墨铸铁和灰铸铁铸件是一种切实可行的办法。目前我省已有铸造企业成功地应用此项工艺技术并取得了较好的效果。为帮助企业降低铸件成本,浙江省铸造协会打算在本省范围内推广使用这项技术。
格式:pdf
大小:71KB
页数:1P
人气:57
4.3
浙江省铸造协会:用废钢来代替生铁生产球墨铸铁和灰铸铁铸件的通知 通知指出:近年来,随着生铁价格的不断上涨,铸件的成本不断提高。当前市场上废钢的价格比生铁低。实践证明用废钢来代替生铁,通过电炉熔炼生产球墨铸铁和灰铸铁铸件是一种切实可行的办法。
格式:pdf
大小:494KB
页数:3P
人气:57
4.7
利用气动脱硫技术改善球墨铸铁铸件质量 应用多孔塞气动脱硫技术,进行了铁液温度,脱硫剂的加入量、吹气时间、流量、压力和球化剂等对脱硫效果影响的试验。根据实验所得数据,选择相应的脱硫方法应用于生产中,使得低硫原铁液处理的缸体、缸盖、曲轴等铸件的抗拉强度均在650mpa以上,平均为681mpa,比不脱硫缸体(平均620mpa)高约10%;伸长率全部高于2.5%,平均值在3.2%,比不脱硫缸体的伸长率(平均值2.3%)提高约38%。将结果成功地应用在大型球墨铸铁关键铸件的生产上,明显提高了力学性能、降低了废品率。
格式:pdf
大小:338KB
页数:未知
人气:57
4.7
大断面风电球墨铸铁铸件的技术控制 介绍了大断面风电球铁件的结构特点,针对大断面风电球铁铸件稳定生产中存在的主要问题,从原材料选择、化学成分选择、熔炼控制、球化孕育处理工艺、合金及微量元素的控制、预处理技术的应用、铸造工艺及检测技术等方面叙述了获得优质铁液的技术途径以及稳定铸件质量的技术控制要点。展示了2.3mw轮毂和7mw底座的金相检查结果,说明通过上述各项技术要点的控制及质量控制,铸件的金相组织和力学性能均符合技术要求,铸件经超声波探伤、磁粉探伤检测,关键区域达到2级,其它区域达到3级。
格式:pdf
大小:325KB
页数:未知
人气:57
4.6
壳型球墨铸铁铸件尺寸超差的防止 我厂生产的涡轮箱是发动机增压器的重要零件,材料要求为中硅球墨铸铁。初期采用湿型铸造,后因铸件质量要求的提高,我厂经论证决定采用壳型铸造,逐步取代传统的湿型铸造,但在生产
格式:pdf
大小:12KB
页数:1P
人气:57
4.6
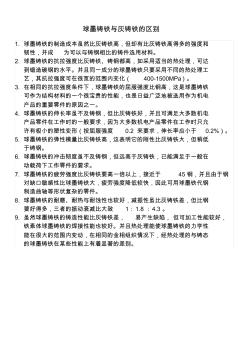
球墨铸铁与灰铸铁的区别 1.球墨铸铁的制造成本虽然比灰铸铁高,但却有比灰铸铁高得多的强度和 韧性,并成为可以与铸钢相比的铸件选用材料。 2.球墨铸铁的抗拉强度比灰铸铁、铸钢都高,如采用适当的热处理,可达 到锻造碳钢的水平。并且同一成分的球墨铸铁只要采用不同的热处理工 艺,其抗拉强度可在很宽的范围内变化(400-1500mpa)。 3.在相同的抗拉强度条件下,球墨铸铁的屈服强度比钢高,这是球墨铸铁 可作为结构材料的一个很宝贵的性能,也是日益广泛地被选用作为机电 产品的重要零件的原因之一。 4.球墨铸铁的伸长率虽不及铸钢,但比灰铸铁好,并且可满足大多数机电 产品零件在工作时的一般要求,因为大多数机电产品零件在工作时只允 许有极小的塑性变形(按屈服强度0.2来要求,伸长率应小于0.2%)。 5.球墨铸铁的弹性模量比灰铸铁高,这表明它的刚性比灰铸铁大,但稍低 于铸钢。 6.球
格式:pdf
大小:471KB
页数:4P
人气:57
4.6

灰铸铁球墨铸铁 成分 石墨形状片状或曲片状大部分或全部呈球状 按基体组 织分类 铁素体灰铸铁,铁素体+珠光体灰铸铁,珠光体灰铸铁 铁素体球墨铸铁,铁素体+珠光体球墨铸铁, 珠光体球墨铸铁 性能 虽然铸铁的机械性能不如钢,但由于石墨的存在,却赋予铸铁许多为钢所不及的特殊性能: ①石墨造成脆性切削,铸铁的切削加工性能优异。 ②铸铁的铸造性能良好,铸件凝固时形成石墨产生的膨胀,减少铸件体积的收缩,降低铸件中的内应力。 ③石墨有良好的润滑作用,并能储存润滑油,使铸件有很好的耐磨性能。 ④石墨对振动的传递起削弱作用,使铸铁有很好的抗振性能。 ⑤大量石墨的割裂作用,使铸铁对缺口不敏感。 灰铸铁的抗拉强度、塑性和韧性都低于碳素铸钢,特别是塑性、韧性 几乎为零。铁素体基体灰铸铁强度低;而由于石墨片割裂金属基体, 致使伸长率和冲击韧性均很低。珠光体具有高的强度、硬
格式:pdf
大小:44KB
页数:2P
人气:57
4.8
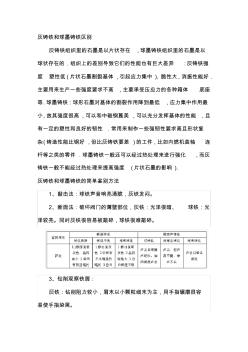
灰铸铁和球墨铸铁区别 灰铸铁组织里的石墨是以片状存在,球墨铸铁组织里的石墨是以 球状存在的.组织上的差别导致它们的性能也有巨大差异:灰铸铁强 度塑性低(片状石墨割裂基体,引起应力集中),脆性大,消振性能好. 主要用来生产一些强度要求不高,主要承受压应力的各种箱体底座 等.球墨铸铁:球形石墨对基体的割裂作用降到最低,应力集中作用最 小,故其强度很高,可以和中碳钢蓖美,可以充分发挥基体的性能,且 有一定的塑性和良好的韧性.常用来制作一些强韧性要求高且形状复 杂(铸造性能比钢好,但比灰铸铁要差)的工件,比如内燃机曲轴连 杆等之类的零件.球墨铸铁一般还可以经过热处理来进行强化,而灰 铸铁一般不能经过热处理来提高强度(片状石墨的影响). 灰铸铁和球墨铸铁的简单鉴别方法 1、敲击法:球铁声音响亮清脆,灰铁发闷。 2、断面法:破坏阀门的薄壁部位,灰
格式:pdf
大小:186KB
页数:1P
人气:57
4.5
球墨铸铁机体无冒口铸造工艺 620系列v8、v12、v16柴油机是河南柴油机重工有限公司引进德国mwm公司的大功率柴油机,其机体材质为qt500—7,呋喃树脂砂造型、制芯,浇注重量1400~2800kg,在实现无冒口铸造之前的工艺如图1所示。虽然自生产以来工艺不断改进,但以v12为例,浇注重量1850kg,外形冷铁需42块,陶瓷过滤片14片,冒口14个,在侧面
文辑创建者
我要分享 >
职位:装饰装修工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐