大型弯管器图纸
2025-03-18

地暖弯管器规格有16或20,购买时主注明16或20 地暖管 用于分水器下方地暖管道快速弯曲定型的一种管件 (辅助工具),可有效防止地暖管扭曲,回弹,缩径, 死折,松脱等问题,增加地暖安全可靠性,并使管材 弯曲半径符合6倍管外径的国标要求,同时增加地暖 的美观。 塑料弯管卡具有如下6大优点: 1.省事,分水器下边的管材安装只需把塑料弯管 卡往管材上一套,就可有效解决管材扭曲,回弹,死折, 缩径等问题,非常方便! 2.增加地暖使用寿命.用塑料弯管卡安装管材,可 以有效避免安装过程中出现划痕,白化,(事实证明,使 用塑料弯管卡的成本远远低于修复管材划痕和白化的 成本);提高了地暖管材安全可靠性,从而增加了地暖的 使用寿命. 3.安全性高.通过塑料弯管卡把管材直立支撑在 分水器下方,杜绝管材回弹,增加稳定性;在受到高压水 流冲击时,可有效预防
 PVC管手扳弯管器的制作与使用
PVC管手扳弯管器的制作与使用 在管道安装工程中,传统的pvc管揻弯弹簧只限于dn16~25管揻弯,dn32~50管只能使用成品弯头,由于成品弯头与管胶粘处可能有缝隙,易破坏电线绝缘皮造成隐患,同时成品弯头弯曲半径达不到规范要求,增大穿线阻力。
编辑推荐下载
热门文档 大型弯管器图纸
格式:pdf
大小:21KB
页数:10P
人气:84
 4.7
4.7
弯管及弯管工艺介绍 弯管加工工艺可以分为很多种,主要有拉弯、绕弯、推弯等多种方式,这些方 式又可以分为冷弯和热弯两种弯制状态。对于不同的弯管所应用的加工技术是不 同的,不同弯管的特性也是不一样的。 中频弯管: 中频弯管用于连接两根公称通径相同的管子,使管路作90度转弯。 中频弯管除含碳外一般还含有少量的硅、锰、硫、磷按用途可以把碳钢分为碳 素结构钢、碳素工具钢和易切削结构钢三类,碳素结构钢又分为建筑结构钢和机 器制造结构钢两种; 按冶炼方法可分为平炉钢、转炉钢和电炉钢;按脱氧方法可分为沸腾钢、镇静 钢、半镇静钢和特殊镇静钢;按含碳量可以把碳钢分为低碳钢,中碳钢和高碳钢; 按磷、硫含量可以把碳素钢分为普通碳素钢、优质碳素钢和高级优质钢和特级优 质钢。 一般碳钢中含碳量较高则硬度越大,强度也越高,但塑性较低。主要指力学性 能取决于钢中的碳含量,而一般不添加大量
格式:pdf
大小:951KB
页数:5P
人气:84
4.6

简介: 不锈钢钢管弯管通常使用到的工具是ridgid600系列重负荷弯管器,以下为操作步骤和使 用方法。 组成部件 一.常规弯管操作 1.握住弯管器成型手柄或将弯管器固定在台钳上。 2.松开挂钩,抬起滑块手柄。 3.将管道放置在成型盘槽中并用挂钩将其固定在成型盘中。 4.放下滑块手柄直至挂钩上的“0”刻度线对准成型盘上的0°位置。 5.绕着成型盘旋转滑块手柄直至滑块上的“0”刻度线对准成型盘上所需的度数。 二.90°到180°弯曲 按照上述步骤1-5进行90°的弯曲。 1.当管道已经弯至90°后,旋转滑块手柄,将x-tune转向机制解锁。 滑块手柄 成型手柄 x-tune转向机制 成型盘 挂钩 滑块 2.将滑块手柄绕着滑块上抬,直到90-180°三角形标记对准挂钩上的三角形标记。 3.旋转滑块手柄,将x-tune转向机制调节到锁定位置。 4.


格式:pdf
大小:92KB
页数:2P
人气:84
4.7
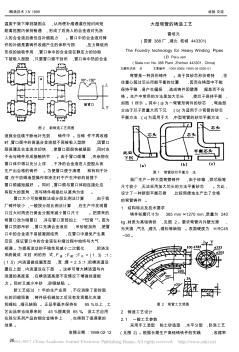
温度不致下降到凝固点,从而使补缩通道在短时间短 距离范围内保持畅通,形成了后浇入的合金液对先浇 入的合金液后续性自补缩能力。冒口中的合金液对铸 件的补缩是靠铸件收缩产生的体积亏损、压力降低而 形成的抽吸作用,冒口体中的合金液在静压力的协助 下被吸入型腔,只要冒口颈不封闭,冒口体中热的合金 图2 新铸造工艺简图 液就会连续不断地补充到铸件中。当铸件不再收缩 时,冒口颈中的高温合金液就不再被吸入型腔,因冒口 颈很薄及合金液冷却快,使冒口颈很快被凝固,同时也 不会与铸件形成接触热节。由于冒口颈薄,夹杂物在 冒口体中得以充分上浮,干净的合金液进入型腔从而 生产出合格的铸件。为使冒口便于清理和有利于补 缩,在不妨碍造型操作和浇注时不产生冲砂的前提下, 冒口颈越短越好。同时,冒口颈与冒口体相连接处应 有较大的圆角,而与铸件相接处以直角为佳。 冒口大小
精华文档 大型弯管器图纸
格式:pdf
大小:137KB
页数:3P
人气:84
4.4
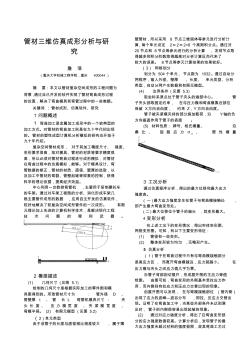
管材三维仿真成形分析与研 究 詹浩 (重庆大学机械工程学院,重庆400044) 摘要:本文以管材复杂空间成形的工程问题为 背景,通过自己开发的软件实现了管材弯曲成形过程 的仿真,解决了弯曲模具和弯管过程中的一些难题。 关键词:管材成形、仿真软件、研究 1问题概述 1弯曲加工是金属加工成形中的一个较典型的 加工方式。对管材的弯曲加工则是在九十年代初出现 的。管材的塑性成型计算机分析模拟的研究也开始于 九十年代初。 复杂空间管材成形,对于其加工精度尺寸、强度、 变形要求很高,故对模具、管材的材质等要求精度很 高,所以必须对管材弯曲过程进行成形模拟,对管材 在弯曲过程中的仿真模拟,能够。对于模具设计、弯 管数据的修正,管材的材质、直径、壁厚的选取,以 及加工中管材的弯裂、管壁起皱等现象的控制,获得 科学的理论依据,提高经济效益。 中心利用一台数控弯管机,主要用于研制摩托车
格式:pdf
大小:963KB
页数:5P
人气:84
4.5
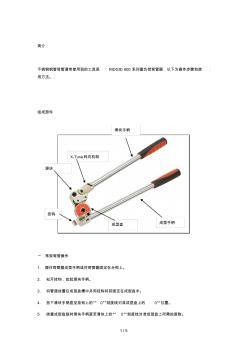
1/5 简介: 不锈钢钢管弯管通常使用到的工具是ridgid600系列重负荷弯管器,以下为操作步骤和使 用方法。 组成部件 一.常规弯管操作 1.握住弯管器成型手柄或将弯管器固定在台钳上。 2.松开挂钩,抬起滑块手柄。 3.将管道放置在成型盘槽中并用挂钩将其固定在成型盘中。 4.放下滑块手柄直至挂钩上的“0”刻度线对准成型盘上的0°位置。 5.绕着成型盘旋转滑块手柄直至滑块上的“0”刻度线对准成型盘上所需的度数。 滑块手柄 成型手柄 x-tune转向机制 成型盘 挂钩 滑块 2/5 二.90°到180°弯曲 按照上述步骤1-5进行90°的弯曲。 1.当管道已经弯至90°后,旋转滑块手柄,将x-tune转向机制解锁。 2.将滑块手柄绕着滑块上抬,直到90-180°三角形标记对准挂钩上的三角形标记。 3.旋转滑块手柄,将x-tune转
格式:pdf
大小:960KB
页数:5P
人气:84
4.7

简介: 不锈钢钢管弯管通常使用到的工具是ridgid600系列重负荷弯管器,以下为操作步骤和使 用方法。 组成部件 一.常规弯管操作 1.握住弯管器成型手柄或将弯管器固定在台钳上。 2.松开挂钩,抬起滑块手柄。 3.将管道放置在成型盘槽中并用挂钩将其固定在成型盘中。 4.放下滑块手柄直至挂钩上的“0”刻度线对准成型盘上的0°位置。 5.绕着成型盘旋转滑块手柄直至滑块上的“0”刻度线对准成型盘上所需的度数。 二.90°到180°弯曲 按照上述步骤1-5进行90°的弯曲。 1.当管道已经弯至90°后,旋转滑块手柄,将x-tune转向机制解锁。 滑块手柄 成型手柄 x-tune转向机制 成型盘 挂钩 滑块 2.将滑块手柄绕着滑块上抬,直到90-180°三角形标记对准挂钩上的三角形标记。 3.旋转滑块手柄,将x-tune转向机制调节到锁定位置。 4.

格式:pdf
大小:6KB
页数:2P
人气:84
4.5

序号名称规格/型号单位数量单价保温合计总计备注 1预制直埋保温热压弯头820*14,90°r2.5d个8841024001081086480lx145%5800 720*12,90°r2.5d个2623517207955159104300 630*11,90°r2.5d个4565513507005280203900 529*10,90°r2.5d个23117.58904007.580152150 2预制直埋保温大弯 1020*16,90°r4d个2184156100245154903012700 820*14,90°r6d个2176905600232904658012200 720*12,90°r6d个213847.5420018047.536095
最新文档 大型弯管器图纸
格式:pdf
大小:547KB
页数:15P
人气:84
4.6
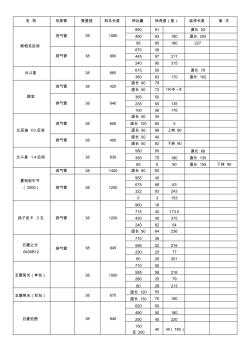
名称包体管管直径料总长度伸出量转角度(度)延伸长度备注 斯帕克后消 进气管381085 85091直长52 49093180直长205 9595180227 排气管38990 67038 44597211 24090315 北斗星3886561550直长70 36083170直长162 路宝 进气管38420 直长9078 直长5072180多一点 排气管38640 36550 23555135 10056176 比亚迪f0后消 进气管38650 直长5035 直长120650 直长5098上转90 排气管38400 直长5040 直长5092下转90 北斗星1.4后消38830 58050
格式:pdf
大小:36KB
页数:10P
人气:84
4.7

;‘ 详细文档内容需要请看文档最后一页 中文摘要 当今制造业越来越广泛的使用数控技术,传统手工业加工将会逐渐被数控加工所替代。因 为数控加工能降低人工劳动强度减少加工时间等许多优点。 本论文简单介绍了501弯管的组成部分、501弯管部件的选材以及501弯管的加工工艺, 以及喷嘴、散热头的数控加工方法和数控加工中一些值得注意的事项。对喷嘴和散热的数控 加工工艺进行分析,编写了数控加工程序。以及数控加工中一些值得注意的要点分析。 关键词:501万贯的工艺性分析、基准、数控技术、数控加工工艺、数控机床、数控编程、 以及数控刀具等。 -2- 目录 第一章前言----------------------------------------------------------------------------3 第二章机械工艺设计部分-----------
格式:pdf
大小:136KB
页数:3P
人气:84
4.5
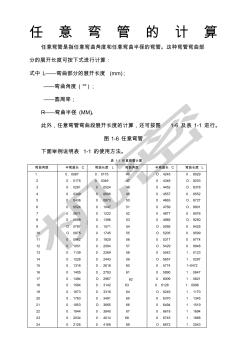
任意弯管的计算 任意弯管是指任意弯曲角度和任意弯曲半径的弯管。这种弯管弯曲部 分的展开长度可按下式进行计算: 式中l——弯曲部分的展开长度(mm); ——弯曲角度(°); ——圆周率; r——弯曲半径(mm)。 此外,任意弯管弯曲段展开长度的计算,还可按图1-6及表1-1进行。 图1-6任意弯管 下面举例说明表1-1的使用方法。 表1-1任意弯管计算 弯曲角度半弯直长c弯曲长度l弯曲角度半弯直长c弯曲长度l 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 0.0087 0.0175 0.0261 0.0349 0.0436 0.0
格式:pdf
大小:1.2MB
页数:13P
人气:84
4.4
弯管标准化 一:模具设计选型简介 1.一管一模 对于一根管子来说,无论有几个弯,不管弯曲角度如何(不应大于180°), 其弯曲半径最好统一。既然一管一模,那么,对于不同直径规格的管子,应该 选取多大的弯曲半径才适宜呢?最小弯曲半径取决于材料特性、弯曲角度、弯 曲后的管壁外侧的变薄允许量和内侧起皱的大小、以及弯曲处的椭圆度的大小。 一般说来,最小弯曲半径不应小于管子外径的2—2.5倍,最短直线段不应小 于管子外径的1.5—2倍,特殊情况除外。 2.一管二模(复合模或多层模) 对于不能实现一管一模的情况,譬如客户的装配界面空间狭小,管路走向 布局有限,导致一管多半径或直线段较短的情况出现,这时,在设计弯管模时, 考虑双层模或多层模(目前我司的弯管设备最多支持3层模的设计),甚至是 多层复合模。 双层或多层模:一管出现双半径或者三半径的情况,如下实例: 双层或多
格式:pdf
大小:12KB
页数:5P
人气:84
4.7

钢制弯管.txt喜欢我这是革命需要,知道不?!你不会叠衣服一边呆着去!以后我来叠! 我一定要给你幸福,谁也别想拦着。主题内容与适用范围 本标准规定了直径为φ219~φ1020mm,壁厚为6~20mm的各种规格的钢制弯管(以下简称 弯管)的型号、基本参数、技术要求、检验方法、检验规则和标志、贮存、包装等内容。 本标准适用于无缝、直缝、螺旋焊缝钢管热弯弯管。 2引用标准 gb699优质碳素结构钢技术条件 gb3087低中压锅炉用无缝钢管 gb5310高压锅炉用无缝钢管 gb9948石油裂化用无缝钢管 gb2270不锈钢无缝钢管 gb8163输送流体用无缝钢管 yb234直缝钢管 sy5036承压流体输送用螺旋缝埋弧焊钢管 gb9711石油天然气输送管道用螺旋缝埋弧焊钢管 gbj235工业管道工程施工及验收规
格式:pdf
大小:34KB
页数:1P
人气:84
4.6
便携式人力弯管器 其包括脚柄11、轴座12、定轮13、手柄弯座21、手柄杆22、动轮23,脚柄11底面为平面,平置于地面,脚柄一端设有轴座12,轴座上连接有定轴14,手柄弯座21顶点处开有轴孔,手柄弯座两端分别连接手柄杆22和动轮轴24,动轮轴上套有动轮23,定轴14将手柄弯座21、定轮13和轴座12连接在一起。定轮13和动轮23的外圆周面开有环形槽。本实用新型用于与管路安装、加工、维修有关的各种领域。
格式:pdf
大小:53KB
页数:未知
人气:84
4.7
PVC管手扳弯管器的制作与使用 管道安装工程中,传统的pvc管折弯弹簧只限于dnl6~25管折弯,dn32~50管只能使用成品弯头,由于成品弯头与管胶粘处可能有缝隙,易破坏电线绝缘皮造成隐患,同时成品弯头弯曲半径达不到规范要求,增大穿线阻力。为了解决现有折弯弹簧无法折制dn32~50管的弯管问题,自制了手扳弯管器,原材料简单易得,制作简单,操作方便,保证了弯管质量,加快了施工进度。手扳
格式:pdf
大小:269KB
页数:未知
人气:84
4.8
一种简易轻巧的紫铜管弯管器 多年来,我厂仪表用的φ6紫铜管的揻弯,一直采用一种自制的单臂式两轮弯管器。虽然解决了一些现场施工问题,但是该种型式的弯管器需用力大,揻弯质量不好,存在压扁、变薄,揻管角度与直径不能随意改变等缺点,因而不受工人同志的欢迎。年初,我们设计制造了一种新的两手柄单轮式
格式:pdf
大小:354KB
页数:1P
人气:84
4.8
PVC管手扳弯管器的制作与使用 管道安装工程中,传统的pvc管折弯弹簧只限于dnl6~25管折弯,dn32~50管只能使用成品弯头,由于成品弯头与管胶粘处可能有缝隙,易破坏电线绝缘皮造成隐患,同时成品弯头弯曲半径达不到规范要求,增大穿线阻力。为了解决现有折弯弹簧无法折制dn32~50管的弯管问题,自制了手扳弯管器,原材料简单易得,制作简单,操作方便,保证了弯管质量,加快了施工进度。
格式:doc
大小:54KB
页数:5P
人气:84
4.7
 pvc冷弯管怎样弯管
pvc冷弯管怎样弯管 本文将对pvc冷弯管在建设工程领域中的弯管方法进行对比和比较,详细说明不同的弯管方式及其适用情况,帮助读者了解如何正确使用pvc冷弯管进行工程建设。
文辑创建者
我要分享 >
职位:环境影响评价师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐