工程识图与电气CAD项目二机械零件图
2025-04-01

 基于AutoCAD2010环境下机械零件图的视图绘制
基于AutoCAD2010环境下机械零件图的视图绘制 为了快速、准确地应用计算机绘图autocad软件绘制机械零件图的视图,掌握正确的步骤、方法与技巧是十分必要的。基于autocad2010环境下,按照机械零件的分类,在设置绘图环境的基础上,分别介绍了利用autocad软件绘制轴套类、盘盖类、叉架类、箱体类零件图视图的步骤、方法与技巧。

编辑推荐下载

![第九章[1].零件图机械制图](https://files.zjtcn.com/group1/M00/8C/67/CgoBZ2A_GHmACqVuAAAr2OzCYJc379.jpg)
热门文档 工程识图与电气CAD项目二机械零件图
格式:pdf
大小:198KB
页数:10P
人气:51
 4.3
4.3

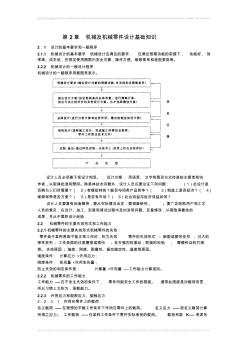
第2章机械及机械零件设计基础知识 2.1设计的基本要求和一般程序 2.1.1机械设计的基本要求机械设计应满足的要求:在满足预期功能的前提下,性能好、效 率高、成本低,在预定使用期限内安全可靠,操作方便、维修简单和造型美观等。 2.2.2机械设计的一般设计程序 机械设计的一般程序用框图来表示。 设计人员必须善于把设计构思、设计方案,用语言、文字和图形方式传递给主管者和协 作者,以取得批准和赞同。除具体技术问题外,设计人员还要论证下列问题:(1)此设计是 否确为人们所需要?(2)有哪些特色?能否与同类产品竞争?(3)制造上是否经济?(4) 维修保养是否方便?(5)是否有市场?(6)社会效益与经济效益如何? 设计人员要富有创造精神;要从实际情况出发;要调查研究;。要广泛吸取用户和工艺 人员的意见,在设计、加工、安装和调试过程中及时发现问题、反复修改,以期取得最
格式:pdf
大小:240KB
页数:10P
人气:51
4.7
conferences,learnedsuperiorspolicies;reports,youcanlearntodealwithproblems,art,justwantedtolearn,tolearnatanytime.tocontinuouslyexpandthescopeofthestudy.thecomplexityandcomprehensivenessofourwork,decidedtonotonlydowewanttobe"professionals",orif"generalists",todabbleindifferentareasofknowledge.masteryofknowledgenotonlyto
格式:pdf
大小:326KB
页数:4P
人气:51
4.6
详细分析了基于mbd技术的机械零件设计方法,以不违背机械设计的基本原则为前提,创建mbd设计环境,整个设计过程面向制造装配、面向产品的全生命周期、面向协同仿真与虚拟以及面向绿色检验体系,实现了全程绿色设计。
格式:pdf
大小:326KB
页数:4P
人气:51
4.3

详细分析了基于mbd技术的机械零件设计方法,以不违背机械设计的基本原则为前提,创建mbd设计环境,整个设计过程面向制造装配、面向产品的全生命周期、面向协同仿真与虚拟以及面向绿色检验体系,实现了全程绿色设计。
格式:pdf
大小:49KB
页数:8P
人气:51
4.5
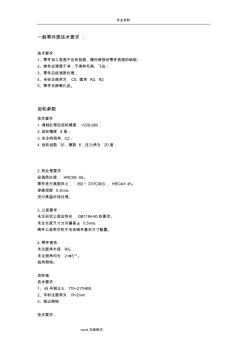
专业资料 word完美格式 一般零件图技术要求: 技术要求: 1、零件加工表面不应有刮痕、擦伤等损伤零件表面的缺陷; 2、铸件应清理干净,不得有毛刺、飞边; 3、零件应经调质处理; 4、未标注倒角为c5、圆角r3、r2 5、零件去除氧化皮。 齿轮参数 技术要求 1.调制处理后齿轮硬度=229-286; 2.齿轮精度8级; 3.未注明倒角c2; 4.齿轮齿数35,模数6,压力角为20度; 2.热处理要求: 经调质处理,hrc50~55。 零件进行高频淬火,350~370℃回火,hrc40~45。 渗碳深度0.3mm。 进行高温时效处理。 3.公差要求: 未注形状公差应符合gb1184-80的要求。 未注长度尺寸允许偏差±0.5mm。 铸件公差带对称于毛坯铸件基本尺寸配置。 4.零件棱角: 未注圆角半径r5。 未注倒角均为2×45°。 锐角倒钝。 齿
精华文档 工程识图与电气CAD项目二机械零件图
格式:pdf
大小:585KB
页数:4P
人气:51
4.5
SolidWorks二次开发在机械零件设计中的应用与研究 介绍了利用vb技术对solidworks进行二次开发的关键技术与方法。在对solidworksapi函数进行分析的基础上,对其在机械零件中的应用进行了研究。给出了机械零件二次开发流程,最终实现了齿式联轴器的自动建模与装配,提高了零件设计效率与质量。
格式:pdf
大小:96KB
页数:8P
人气:51
4.3

--word格式---可编辑-- -- 一般零件图技术要求: 技术要求: 1、零件加工表面不应有刮痕、擦伤等损伤零件表面的缺陷; 2、铸件应清理干净,不得有毛刺、飞边; 3、零件应经调质处理; 4、未标注倒角为c5、圆角r3、r2 5、零件去除氧化皮。 齿轮参数 技术要求 1.调制处理后齿轮硬度=229-286; 2.齿轮精度8级; 3.未注明倒角c2; 4.齿轮齿数35,模数6,压力角为20度; 2.热处理要求: 经调质处理,hrc50~55。 零件进行高频淬火,350~370℃回火,hrc40~45。 渗碳深度0.3mm。 进行高温时效处理。 3.公差要求: 未注形状公差应符合gb1184-80的要求。 未注长度尺寸允许偏差±0.5mm。 铸件公差带对称于毛坯铸件基
格式:pdf
大小:1.5MB
页数:2P
人气:51
4.5

本文分析了机器零件的结构设计,并以solidworks在联轴器的结构设计中的应用为例,介绍solidworks软件系统在机器零件设计过程中的具体运用。
格式:pdf
大小:1.5MB
页数:2P
人气:51
4.8
基于机械零件加工的“假正品”研究 为了避免在实际机械加工中,利用工艺尺寸链计算工序尺寸及其公差时,由于工艺基准与设计基准不重合,而出现的\"假废品\"与\"假正品\
格式:pdf
大小:21KB
页数:1P
人气:51
4.7
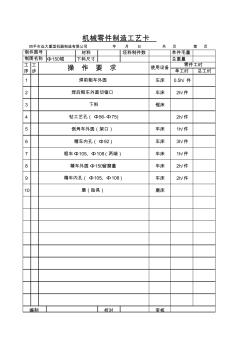
材料坯料制件数单件毛量 φ150辊下料尺寸总重量 单工时总工时 1车床0.5h/件 2车床2h/件 3锯床 42h/件 5车床1h/件 6车床3h/件 7车床1h/件 8车床2h/件 9车床2h/件 10磨床 校对审核 焊前粗车外圆 焊后粗车外圆切锯口 下料 钻工艺孔(φ56-φ75) 倒角车外圆(架口) 精车内孔(φ92) 粗车φ105、φ108(两端) 精车外圆φ150留磨量 制件图号 精车内孔(φ105、φ108) 磨(胎具) 制图名称 编制 机械零件制造工艺卡 四平市远大重型机器制造有限公司年月日共页第页 操作要求使用设备零件工时工序 工 步
最新文档 工程识图与电气CAD项目二机械零件图
格式:pdf
大小:379KB
页数:3P
人气:51
4.5
基于UG软件的机械零件设计研究 研究了如何通过ug软件设计机械零件,主要包括机械零件的参数化建模,机械零件的应力和变形的有限元法分析,机械零件的优化设计,机械零件的工程图样的绘制。
格式:pdf
大小:586KB
页数:3P
人气:51
4.3
SolidWorks二维工程图在机械零件课程设计中的应用 针对autocad在机械零件课程设计中不能进行参数修改的缺点,本文基于solidworks二维工程图介绍了在课程设计中装配工程图的绘制过程、参数的修改和确定,以确保设计过程中对工程图进行参数修改,文中还以二级齿轮减速器为例,探索一种操作简便,可进行参数化修改的绘制工程图的方法。
![[结构设计]机械零件精度设计与实例](https://files.zjtcn.com/group1/M00/2F/F4/CgoBZ2AczyOAeUdcAAAwwLUrtMM990.jpg)
格式:pdf
大小:369KB
页数:21P
人气:51
4.7
1 数控车典型机械零件的数控工艺设计与编程加工 摘要:数控机床加工工艺与普通机床加工工艺在原则上基本相同,但数控加工的整个过程是自 动进行的。数控加工的工序内容比普通机床的加工的工序内容复杂。这是因为数控机床价格昂贵, 若只加工简单的工序,在经济上不合算,所以在数控机床上通常安排较复杂的工序,甚至是在通用 机床上难以完成的那些工序。数控机床加工程序的编制比普通机床工艺规程编制复杂。这是因为在 普通机床的加工工艺中不必考虑的问题,如工序内工步的安排、对刀点、换刀点及走刀路线的确定 等问题,在数控加工时,这一切都无例外地都变成了固定的程序内容,正由于这个特点,促使对加 工程序的正确性和合理性要求极高,不能有丝毫的差错,否则加工不出合格的零件。 关键词:轴类零件数控车削工艺设计 2 目录 一、零件工艺分析......................................
格式:pdf
大小:384KB
页数:22P
人气:51
4.7
1 学生毕业设计(论文) 题目:数车零件加工工艺及参数与程序设计 学生姓名:文桥学号:201204050122 所在院(系):娄底职业技术学院机电工程系 专业:数控技术 班级:12级数控1班 指导教师:谢志勇职称: 201年月日 ****教务处制 2 摘要:数控机床加工工艺与普通机床加工工艺在原则上基本相同,但数控加工的整个过程是自 动进行的。数控加工的工序内容比普通机床的加工的工序内容复杂。这是因为数控机床价格昂贵, 若只加工简单的工序,在经济上不合算,所以在数控机床上通常安排较复杂的工序,甚至是在通用 机床上难以完成的那些工序。数控机床加工程序的编制比普通机床工艺规程编制复杂。这是因为在 普通机床的加工工艺中不必考虑的问题,如工序内工步的安排、对刀点、换刀点及走刀路线的确定 等问题,在数控
格式:pdf
大小:617KB
页数:5P
人气:51
4.5

机械产品设计中的电气cad系统 本文从当前机械产品设计cad技术的发展趋势开始,分析了我国这方面存在的问题及解决途 径,接着有做了机械产品设计中电气设计的系统分析,机械产品设计中电气cad系统的设计, 最后介绍了电气cad系统设计采用的关键技术。 当前机械产品设计cad技术的发展趋势 1.集成化 计算机集成制造系统是在新的生产组织原理指导下,所形成的一种新型生产模式,它要求从 产品整体角度将cad/capp/cae/cam集成起来,建立新的设计、制造、分析及技术管理一体化, 而不是将这些独立系统进行简单的连接,cad模型将最大限度地被后续的分析、加工、工艺和 彷真所利用。目前,基于产品数据管理pdm的cad/capp/cae/cam一体化集成,已成为协同开 发环境和实施计算机集成制造、并行工程、敏捷制造等先进制造技术的关键基础之一。 2.网络化 企业生产过程是一个
格式:pdf
大小:746KB
页数:3P
人气:51
4.5

阐述了特征遍历的原理,提出一种基于特征遍历的参数化设计方法。以caa为开发平台,vc++为编程工具,实现了此方法在catia环境下的运用。此方法基于特征遍历技术,在运用上具有普适性,可以有效提高设计效率。
文辑创建者
我要分享 >
职位:幕墙安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐