关于聚丙烯低压回收系统加热流程改造若干思考
2024-04-28
本文首先对聚丙烯低压回收系统加热流程改造原因及其改造方案的确定进行了一番分析,其次,阐述了其的具体改造实施,最后,提出了回收低压精丙烯的具体方法,以供参考.

聚丙烯低压回收系统通过在原低压回收系的基础上进行工艺技术改造回收向大气排放的丙烯气,工艺改造技术要求不高,资金投入少。技改后低压回收系统操作稳定,闪蒸釜内的丙烯气被回收的量明显增多,同时向大气排放的丙烯气和聚丙烯生产单耗也降低了,达到节能减排,提高经济效益的目的。
针对75kg/h聚丙烯中试装置丙烯回收系统脱轻组分精馏塔(简称脱轻塔)存在的不凝气体排放量大、丙烯物料损失严重的问题,对该塔换热系统进行了改造。在脱轻塔塔顶加装一段换热器后,增强了不凝气体的冷却效果,不仅提高了脱轻塔的操作灵活性,而且大幅度减少了丙烯的损失量,降低了装置的物耗、能耗。
编辑推荐下载
格式:pdf
大小:2.1MB
页数:1P
人气:95
 4.4
4.4

由于我国经济的快速发展,我国的石油化工产业也得到了迅猛的发展.通常我们可以认为一个国家化工产业的水平代表了这个国家的综合实力,所以我们国家要想和世界上的其他国家竞争综合实力,就必须大力发展我国的化工实力.而在我国的化工生产中,聚丙烯的生产又是占据着非常重要的地位.本文要探讨的内容是在75kg/h聚丙烯中试装置的丙烯回收系统的节能改造问题.在对丙烯回收系统节能改造后,一方面提升了设备的操作便捷性,另一方面还大幅降低了丙烯的损失量.本文首先介绍了聚丙烯中试装置及其工艺流程,然后对目前存在的问题及其原因进行了阐述,最后提出了具体的节能改造方案.
热门文档 关于聚丙烯低压回收系统加热流程改造若干思考
格式:pdf
大小:69KB
页数:2P
人气:95
4.7
 聚丙烯工艺流程改造及节能降耗
聚丙烯工艺流程改造及节能降耗 1前言青岛石油化工厂聚丙烯装置1991年建成投产,经历了时开时停的5年,于1996年开始长周期运行。根据历次开工中出现原料丙烯泵故障频繁,造成生产停顿和设备维修费用较高等问题,于1996年秋将气体分离装置的产品丙烯外送至聚丙烯原料罐的流程进行了简单的...
格式:pdf
大小:206KB
页数:4P
人气:95
4.4
空分设备分子筛加热流程优化改造及应用 针对常规空分设备采用单一电加热器或蒸汽加热器作为热源来加热污氮解吸、再生分子筛的问题,提出了在电加热流程中串联蒸汽加热器,利用用户部分富余蒸汽的热能,优化改造分子筛纯化系统加热流程,以达到节能的目的。通过对改造前后工艺流程对比和经济效益分析,从节能环保的角度出发,阐述了工艺流程改造的先进性和必要性。
格式:pdf
大小:260KB
页数:3P
人气:95
4.7
简述了煤化工行业酚回收工艺及其存在的问题,介绍了ph值和萃取剂对废水酚萃取的影响。实践证明采用精馏脱氨降低废水ph值、使用新型萃取剂配方并在合适的相比条件下能够有效地提高废水中酚的萃取率。
格式:pdf
大小:46KB
页数:3P
人气:95
4.4
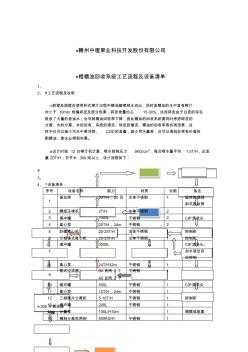
螇赣州中橙果业科技开发股份有限公司 膄橙精油回收系统工艺流程及设备清单 1、 2、膀工艺流程及说明: 芇脐橙及甜橙在使用杯式榨汁过程中精油随喷淋水流出,同时含精油的水中含有榨汁 时小于10mm柑橘碎皮及部分色素,碎皮含量约占15-30%,这些碎皮由于白皮的存在 吸收了大量的含油水,会导致精油回收率下降,因此精油的回收系统要同时考虑碎皮的 分离、水的分离、水的回收,系统的清洗、碎皮的输送、精油的回收率等各项因素,这 样不仅可以减小污水中悬浮物、cod的含量,减少用水量等,还可以得到非常有价值的 粗精油,使企业得到实惠。 膈设计时按12台榨汁机计算,喷水控制压力3kg/cm2,每台喷水量平均1.5t/h,总流 量20t/h,日节水300吨以上,设计流程如下: 肅 3、 4、肀设备清单: 序号设备名称能力材质台数备注 1 振动筛20t/h,20目主体不
格式:pdf
大小:5.6MB
页数:28P
人气:95
4.6
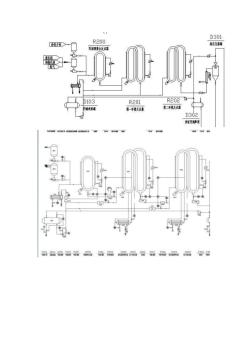
粘度 流程走势。。。。 d201—预接触罐(3.4mpa,10度,夹套循 环水—泵 r200—预聚合(3.4mpa,20度,轴流泵, r201—聚合(3.4mpa,70度,轴流泵p201.., 氢气浓度通过在线分析控制 d201—预接触罐(3.4mpa,10度,夹套循 环水—泵 r200—预聚合(3.4mpa,20度,轴流泵, r201—聚合(3.4mpa,70度,轴流泵p201.., 氢气浓度通过在线分析控制 d301—闪蒸罐(1.8mpa -- d201—预接触罐(3.4mpa,10度,夹套循 环水—泵 r200—预聚合(3.4mpa,20度,轴流泵, r201—聚合(3.4mpa,70度,轴流泵p201.., 氢气浓度通过在线分析控制 d301—闪蒸罐(1.8mpa f301—袋式过滤器 t301---洗涤塔(闪蒸
精华文档 关于聚丙烯低压回收系统加热流程改造若干思考
格式:pdf
大小:8KB
页数:2P
人气:95
4.6
聚丙烯腈碳纤维的工艺流程 1.概述 碳纤维是一种力学性能优异的新材料,它不仅具有碳材料的固有特性,又兼备纺织纤维 的柔软可加工性,是新一代增强纤维。聚丙烯碳纤维是一种以聚丙烯腈(pan)、沥青、粘胶 纤维等为原料,经预氧化、碳化、石墨化工艺而制得的含碳量大于90%的特种纤维。碳纤 维具有高强度、高模量、低密度、耐高温、耐腐蚀、耐摩擦、导电、导热、膨胀系数小、减 震等优异性能,是航空航天、国防军事工业不可缺少的工程材料,同时在体育用品、交通运 输、医疗器械和土木建筑等民用领域也有着广泛应用。pan基碳纤维生产工艺简单、产品 综合性能好,因而发展很快,产量占到90%以上,成为最主要的品种。 2.制备 聚丙烯腈碳纤维是以聚丙烯腈纤维为原料制成的碳纤维,主要作复合材料用增强体。无 论均聚或共聚的聚丙烯腈纤维都能制备出碳纤维。为了制造出高性能碳纤维并提高生产率, 工业上常采用共
格式:pdf
大小:502KB
页数:3P
人气:95
4.5

聚丙烯装置的干燥系统自动控制系统无法正常运转,近一年来严重影响着安全生产。因此,对此自动控制系统进行了改造,在物位监控回路中加装了延迟自锁装置,经过技术改进,成功的解决了问题,并为其他类似自动控制系统的改造提供了可借鉴的成功经验。
格式:pdf
大小:200KB
页数:2P
人气:95
4.5
兰州石化公司原料动力厂常减压装置随着加工能力的提高,加热炉预热器能力不够,并且由于腐蚀以及过热等原因,使许多热管破裂,导致热管式空气过滤器热效率下降,因此2002年和2003年分两次对热管式空气预热器进行局部改造,由于现场位置的局限性,改造采用利旧设备壳体,并分段采用不同新型热管的方案,改造后热管式空气预热器排烟温度由原来260℃降至180℃以下,加热炉热效率由原来84%提高至88.5%。
格式:pdf
大小:226KB
页数:2P
人气:95
4.6
简单介绍了为解决3#结晶器投量小及2#结晶器投量温度高的问题而进行的母换流程改造,重点介绍了因aⅱ温度不到位对碳化生产的多重影响而进行的mⅱ管流程改造。

最新文档 关于聚丙烯低压回收系统加热流程改造若干思考
格式:pdf
大小:1.3MB
页数:8P
人气:95
4.3
煤气化工艺中产生的洗气废水含有酚氨等高浓度难降解有机污染物。工业上采用化工分离和生化处理两段法来依次实现回收酚氨和净化排放。现有工艺中酚回收效率较低,难以保证进入生化工艺段的水质,影响最终排放。本文研究发现:萃取剂的选择和分离序列对萃取过程的ph值及随之对脱酚效率的影响极大。本文将脱氨装置单元前置,提出了精馏汽提塔侧线脱氨技术,将废水的ph值从10.5降到6.5,使萃取在偏酸条件下进行。采用甲基异丁基甲酮(mibk)替代原有的二异丙醚(dipe)萃取剂,显著提高了对多元酚的分配系数,总酚萃取效率从76%提升到93%。以上新流程已在某大型煤化工企业3200t.d-1煤气化污水化工分离系统中得以成功改造实施。新流程的实施提高了有机污染物的脱除率,为后续的生化处理工艺的达标排放奠定了基础。
格式:pdf
大小:1.5MB
页数:2P
人气:95
4.7
氢气是钼粉生产的还原性气体,氢气的质量在很大程度上决定了产品钼粉的主要物理及化学指标.氢气回收系统作为处理回收氢气的装置,主要是将回收气体中的粉尘、水分及杂质气体降低,使回收气体的露点、杂质含量降低至钼粉还原所需要的水平,达到氢气的循环利用【1-3】.通过对原有氢回收系统的改造,实现了系统运行的稳定性,简化了处理过程,提高了气体质量,降低了过程能耗,直接降低了钼粉的生产成本,使产品更具有市场竞争力.
格式:pdf
大小:479KB
页数:3P
人气:95
4.7
在间歇液相本体法聚丙烯工艺中,一方面,通过对其低压丙烯回收工艺及相关设备结构的改造,使低压丙烯充分回收,原料单耗指标显著降低。另一方面,对燃气系统实行自动控制,使尾气中不凝气和催化干气得到充分利用
格式:pdf
大小:516KB
页数:3P
人气:95
4.6
简述了锦西天然气化工有限公司30万t/a合成氨装置(美国布朗流程)氨回收系统的工艺流程;介绍了氨回收系统存在的问题以及历次技改的情况。针对氨吸收能力差这一主要问题,实施了更换氨吸收塔内件的技术改造。技改效果表明:①氨吸收塔可在弛放气量5200~10000m3/h的高负荷下运行,提高了系统的操作弹性;②出塔气体达到氨含量<1000×10-6的排放要求;③出塔气体无液体夹带;④因增加负荷可创经济效益355万元/a;⑤改善了现场环境。
格式:pdf
大小:539KB
页数:2P
人气:95
4.4
加热炉余热回收系统风机变频改造 阐述每年12万吨乙苯-苯乙烯装置加热炉余热回收系统引风机、鼓风机变频改造的过程。重点介绍加热炉余热回收系统引风机、鼓风机工作原理原理,改造前现状,改造方案说明,改造后达到的效果及改造后的效益估算等。
格式:pdf
大小:2.4MB
页数:2P
人气:95
4.3
常减压蒸馏装置加热炉余热回收系统节能改造 介绍了中海油炼油化工科学研究院50万吨/年高酸原油脱酸装置进行加热炉(f-101、f-102)节能改造,通过改造f-101、f-102加热炉余热回收系统的空气预热器、吹灰系统、烟气控制系统,降低加热炉排烟温度,提高空气进炉温度,从而提高加热炉的热效率。改造后,烟气排烟温度比改造前降低110℃左右,进炉空气所获得的热量比改造前有较大提高,节能效果显著,很好的解决了加热炉排烟温度过高的问题,有效的提高了热烟气利用率,加热炉热效率在93%以上,达到了工业示范炉的标准。
格式:pdf
大小:236KB
页数:3P
人气:95
4.7

在神华宁夏煤业集团煤化工公司烯烃公司novolen聚丙烯装置上,对novolen聚丙烯装置丙烯精制系统进行了改造,并对丙烯精制系统技改前后的效果进行了评价。丙烯精制系统经过改造后,精制丙烯的质量得到提高,精制效果明显改善,满足了聚丙烯装置长周期、高负荷运转的需要,同时降低了物耗,提高了装置盈利能力,增加了经济效益。
格式:pdf
大小:178KB
页数:3P
人气:95
4.7
聚丙烯装置扩能改造后,丙烯精制系统原料处理量增加,丙烯精制深度下降,又因受到炼油改扩建项目工艺和原料油变化的影响,精制丙烯的硫含量和砷含量严重超标,使聚丙烯装置双向拉伸聚丙烯薄膜专用料pph-f03g的生产难以正常进行。为保证精制丙烯满足聚丙烯装置生产pph-f03g的要求,对丙烯精制系统进行改造,采用双塔串联、分子筛脱水塔改为硫水解塔、新增脱硫塔和更换填料等措施提高原丙烯精制系统的脱水、脱硫和脱砷的能力。丙烯精制系统改造后,精制丙烯的质量得到提高,pph-f03g专用料生产得到恢复,同时减少了丙烯聚合催化剂和给电子体的用量,经济效益提高。
格式:pdf
大小:236KB
页数:3P
人气:95
4.4
在神华宁夏煤业集团煤化工公司烯烃公司novolen聚丙烯装置上,对novolen聚丙烯装置丙烯精制系统进行了改造,并对丙烯精制系统技改前后的效果进行了评价。丙烯精制系统经过改造后,精制丙烯的质量得到提高,精制效果明显改善,满足了聚丙烯装置长周期、高负荷运转的需要,同时降低了物耗,提高了装置盈利能力,增加了经济效益。
格式:pdf
大小:928KB
页数:5P
人气:95
4.4
气相法聚乙烯装置排放气回收系统的改造总结 针对基于双膨胀自深冷分离技术下的2~#hdpe装置排放气回收系统冷量富余以及lldpe装置排放气回收系统冷量不足的问题;通过能量集成技术;从2~#hdpe装置冷箱引出一股低温冷流体到lldpe装置冷箱进行换热;使lldpe装置冷箱出口气体温度降至-120℃;实现了氮气和乙烯的分离回用;同时;2~#hdpe装置通过排放气与气相、液相产品的换热;实现了冷量的梯级利用和低聚物的分离回用;改造后的运行结果表明:2018年多回收了乙烯、丁烯、戊烷;并且节约了氮气、电量、蒸汽;经济效益显著;
文辑创建者
我要分享 >
职位:建安工程预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐