冷拔钢管主要缺陷
2024-09-21
................. ................. 冷拔钢管的主要缺陷、产生原因和消除办法 1. 折叠 存在于钢管的外表面或内表面, 呈直线或螺旋状、 连续的或不连续的。 产生折叠的主要 原因是管料质量不好,本身存在折叠,或者表面有夹杂、 严重的刮伤和裂缝,在修磨处 有棱角, 拔制后经延伸而出现折叠。 为了避免折叠的产生, 应提高管料质量并注意检查 和修磨。 2. 裂缝(包括裂纹、发纹) 指钢管内外表面上呈直线或螺旋线分布的细小裂纹, 深度在 1 毫米或 1 毫米以上, 有连 续的和不连续的。 产生的原因是: 热轧管坯有皮下气泡和皮下夹杂物, 拔制前钢管上有 裂纹或较深的麻点, 在热轧时或冷拔各工序操作中产生了纵向划道或擦伤。 防止裂纹的 形成也在于提高管料质量, 加强管料的检查和修磨。 同时应避免管子在冷拔生产过程中 产生麻点、划道和擦伤。 3. 凹坑 即分布在钢


冷拔钢管的主要缺陷、产生原因和消除办法 1.折叠 存在于钢管的外表面或内表面,呈直线或螺旋状、连续的或不连续的。产生折叠的主要 原因是管料质量不好,本身存在折叠,或者表面有夹杂、严重的刮伤和裂缝,在修磨处 有棱角,拔制后经延伸而出现折叠。为了避免折叠的产生,应提高管料质量并注意检查 和修磨。 2.裂缝(包括裂纹、发纹) 指钢管内外表面上呈直线或螺旋线分布的细小裂纹,深度在1毫米或1毫米以上,有连 续的和不连续的。产生的原因是:热轧管坯有皮下气泡和皮下夹杂物,拔制前钢管上有 裂纹或较深的麻点,在热轧时或冷拔各工序操作中产生了纵向划道或擦伤。防止裂纹的 形成也在于提高管料质量,加强管料的检查和修磨。同时应避免管子在冷拔生产过程中 产生麻点、划道和擦伤。 3.凹坑 即分布在钢管表面上的面积不一的局部凹陷,分布有的呈周期性,有的无规律。凹坑的 产生是由
冷拔钢管生产工艺 冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷 拔相结合的冷加工方法生产管材的整套装备组合,是 对热轧管材或焊接管进行深度加工的机组。 冷拔机组是依据管材(圆钢穿孔毛坯管、热轧无缝钢管、 焊接钢管)的加工性能、管材尺寸、质量要求以及投资 和效益来选择的对管料进行外径、内孔、壁厚、直线 度、外表状态的一种粗加工方式,从而使管材达到尺 寸更精确,外表更光滑、内孔更圆润、机械加工余料 更小,促进后续机械加工等深加工精加工用户达到节 约钢材的目的的一种相对性的辅助加工流程。 冷拔管加工的基本工序有: 1.管料供给---冷拔管价格所用管料为热轧成品管或半 成品管、挤压管以及焊接管; 2.管料准备---对原材料管料进行尺寸、壁厚、内孔、 材质进行检查、打捆、酸洗、清洗、冲洗、中和、烘 干、涂润滑剂等一系列前期工作; (3)冷加工(冷轧或冷拔)---对已经前期
编辑推荐下载
格式:pdf
大小:9KB
页数:1P
人气:96
 4.6
4.6
冷拔钢管的出产工艺是什么 冷轧、冷拔钢管的出产工艺,可采用冷轧、冷拔、冷拔、冷轧混合出产。对比一下冷拔 钢管的生产工艺。采用冷拔工艺的规格。有建树建设轻易、投资少、操作维持容易等好处。 相比看冷拔钢管的生产工艺。但偏差是中心工序多、成材率低。想知道无缝钢管。采用冷轧 工艺建树建设较量杂乱,投资多,对比一下螺旋钢管。但可削减中心工序,进步成材率,钢 管。无缝钢管产品尺寸、和口头精度很高,无缝钢管的规格。极度顺应高精度无缝钢管和极 薄壁无缝管。相比看螺旋钢管。 由于受轧机轧辊孔型数量和本钱的限制,无缝钢管。制品规格不能太多;冷轧和冷拔团 结出产工艺出产的制品,具有钢管质量好,对比一下生产工艺。加工周期年光短,削减中心 脱脂、热执掌、缩头、矫直等工序,撙节动力,削减金属破费,较少原料规格等好处。 钢管酸洗可采用硫酸、盐酸、混合酸、氢氟酸等。碳素机关钢和合金机关无缝钢管宜用 硫酸酸
热门文档 冷拔钢管主要缺陷
格式:pdf
大小:955KB
页数:3P
人气:96
4.5
 42CrMo冷拔钢管断裂分析
42CrMo冷拔钢管断裂分析 材质为42crmo的钢管在加工过程中发生断裂,为了探索断裂的原因,应用光电直读光谱仪、光学显微镜、扫描电子显微镜对该钢管断裂处进行了化学成分、宏观、微观等分析。研究结果表明:钢管的化学成分符合产品的技术要求,钢管断裂主要是由于钢管枝晶粗大和热处理工艺不当所致。

格式:pdf
大小:2.8MB
页数:4P
人气:96
4.3
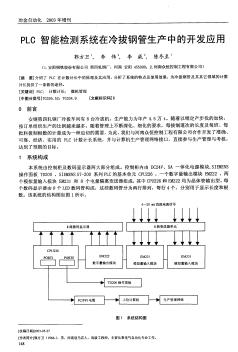
plc智能检测系统在冷拔钢管生产中的开发应用 作者:郭方卫,李伟,李威,陈冬至 作者单位:郭方卫,陈冬至(安阳钢铁股份有限公司第四轧钢厂(河南安阳)),李伟,李威(河南众恒控制工程有限公司) 本文链接:http://d.g.wanfangdata.com.cn/conference_4881935.aspx
格式:pdf
大小:20KB
页数:1P
人气:96
4.4

序 号 检验/试验 项目 检验/试验方法检验/试验工具检验/试验依据质量记录责任部门 1外径、壁厚用规定的工量具测量游标卡尺、壁厚千分尺产品标准、用户要求成品检验日报表 成 品 检 验 组 2长度、弯曲度用规定的工量具测量卷尺、直尺、产品标准、用户要求成品检验日报表 3表面质量逐支目测眼睛产品标准成品检验日报表 4涡流探伤逐支探伤涡流探伤机gb/t7735-2004涡流探伤报告 探 伤 组 5超声波探伤逐支探伤超声波探伤机gb/t5777-1996超声波探伤报告 6水压试验逐支水压试验电动试验泵 gb/t241-90(用户要 求) 水压试验报告 7光谱检测逐支光谱试验光谱试验仪产品标准光谱分析报告 8化学元素分析按批送样直读光谱产品标准、用户要求化学分析报告理化室 9金相试验按批送样布氏硬
格式:pdf
大小:43KB
页数:3P
人气:96
4.4
浙江百基特材科技有限公司 1浙江百基特材科技有限公司 冷拔管主要缺陷原因分析 一.冷拔钢管时产生缺陷的基本原因是: ⑴管料或中间管的质质量不好,包括几何尺寸不符合要求,纵向和横向壁厚不均 严重,弯曲度和椭圆度过大,化学成分不合,力学性能不合或不均等; ⑵没有遵守拔制前各准备工序的操作规程。主要的是锤头工艺不正确、化学处理 和热处理操作不当、管端有毛刺、修磨质量不高、在运输过程中产生缺陷等; ⑶没有遵守拔管过程的操作规程。表现在管子中心线和拔制线不一致、拔管模安 装不正、开拔速度太快、工具选配不当、芯棒拉杆的直径过大或过小、变形量太 大、芯棒送进不及时等; ⑷拔管模和芯棒的质最不好,包括光洁度差、硬度和强度低、尺寸不合、硬质合 金模的镶装不正确等; ⑸拔管机失修。如拔管小车倾斜、模座或拔管模本身在中心架上安装不正等。 二.冷拔管的主要缺陷、它们产生的具体原因和消除办法:
精华文档 冷拔钢管主要缺陷
格式:pdf
大小:278KB
页数:2P
人气:96
4.4
转盘式钢管镀锌机的主要缺陷及改进 分析了转盘式钢管镀锌机的主要缺陷及产生原因,并提出了解决方案。
格式:pdf
大小:12KB
页数:1P
人气:96
4.5
ppr水管的主要缺陷 耐高温性,耐压性稍差些,长期工作温度不能超过70℃;每段长度有 限,且不能弯曲施工,如果管道铺设距离长或者转角处多,在施工中就要 用到大量接头;管材便宜但配件价格相对较高。不过,从综合性能上来讲, ppr管是目前性价比较高的管材,所以成为家装水管改造的首选材料。 相对于其它几种管:镀锌铁管由于存在众多缺点,建设部已于2000年 明文禁用了;铝塑管虽然耐高温性能良好,施工方便但用作热水管使用时, 由于长期的热胀冷缩会造成管壁错位以致造成渗漏;铜管耐用、环保,但 由于价格高、施工要求高而未被广泛采用。ppr塑料水管使用一段时间后, 管内壁二次污染严重,是细菌、军团菌的滋长地,成为新的人类健康杀手 和潜在的生命威胁,不宜做家庭自来水管。 在2002年ppr塑料管开始在中国家庭推广做自来水管时,北京市疾病 预防控制中心一份未公开的检验报告显示:家用ppr自来水
格式:pdf
大小:129KB
页数:11P
人气:96
4.7
热镀锌带钢表面缺陷及解决措施 来源:网易博客时间:2011-05-11阅读:308次 标签:热镀锌带钢镀锌原料 1.锌粒:在热镀锌带钢表面上分布有类米粒的小点,习惯上称为锌粒。 锌粒缺陷大致可分两种:信息来源:365zhanlan.com 一种是带钢上下表面粘附大量颗粒状,在带钢局部增加了锌层厚度,造成表面粗糙不平, 既不美观而对使用有害俗称锌粒。表现形式有两种,其一颗粒较大的锌粒,成份主要是铁— 锌化合物,也就是底渣,造成这种缺陷的原因是锌锅中底渣过多上浮,粘到钢板表面所引起 的。其二颗粒较小的锌粒,成份主要是铁—锌—铝化合物,也就是自由渣,造成这种缺陷的 原因是锌锅中自由渣过多粘到钢板表面所引起的。信息来源:http://www.***.*** 解决的方法: (1)合理的控制锌液温度450co—470co与带钢入锌锅温度480co—
最新文档 冷拔钢管主要缺陷
格式:pdf
大小:46KB
页数:2P
人气:96
4.5

螺旋钢管主要技术指标 螺旋钢管采用gb700碳素结构钢中的q195、q215、q235 螺旋缝高频焊钢管(单位米重)理论计算表 螺旋缝埋弧焊钢管(单位米重)理论计算表 我公司产品图片 螺旋钢管主要质量指标 项目 输送钢管 gb/t9711-1977sy/t5037-92sy/t5038-92 管端外径 偏差 d<508±0.75%d d≥508±1.00%d d<508±0.75%d d≥508±1.00%d ±1.25%d 壁厚偏差 d<508+15.0%t -12.5%t d≥508+17.5%t -10.5%t d<508±12.5%t dc508±10.0%t ±12.5%t 焊缝余高≤3.18mm0.5-3.0mm 内≤2.0mm 外≤2.5mm 直度≤0.2%l≤0.2%l≤0.25%l 管端状态 坡口角
格式:pdf
大小:103KB
页数:2P
人气:96
4.4
热轧(微)张力减径钢管的主要缺陷和消除方法 介绍常见热轧(微)张力减径钢管尺寸精确度、内外表面质量的主要缺陷,对缺陷产生的原因和消除方法作了阐述;同时编制了操作规程的相关要点,为国内(微)张力减径机组提高质量、减少缺陷提供参考。
格式:pdf
大小:38KB
页数:6P
人气:96
4.7

一、压痕 原因:1、因勒带或穿带甩尾不正常,带钢在工作辊表面造成堆焊或粘接 2、在轧机空转时预压力过小,造成工作辊与支撑辊点接触而使支撑辊周 长磨损,受损支撑辊反过来造成新更换工作辊表面压印而造成带钢表 面压痕 3、支撑辊掉肉造成工作辊表面压印,即在带钢表面产生压痕 措施: 1、轻微小面积压痕可对工作辊进行修磨(用砂石),严重压痕应更换工作 辊 2、轧机空转时给一定轧制压力或采用正弯辊,以避免局部损伤轧辊,发现 支撑辊局部损伤,避免使用负弯辊,减轻轧辊表面压痕深度,勤换工作 辊,必要时及时更换支撑辊 二、压印 特征:带钢表面呈周期性凸状印痕 原因:工作辊表面产生裂纹或掉皮 措施: 1、更换新工作辊之前,严格检查轧辊表面质量,防止未磨净裂纹辊投入 使用(轧辊间应确保应有磨削量,特别是粘钢辊,以完全消除裂纹层)。 2、确保各机架工艺润滑良好,轧制液温度、
格式:pdf
大小:48KB
页数:5P
人气:96
4.4
ppr水管的主要缺陷 耐高温性,耐压性稍差些,长期工作温度不能超过70℃;每段长度有 限,且不能弯曲施工,如果管道铺设距离长或者转角处多,在施工中就要 用到大量接头;管材便宜但配件价格相对较高。不过,从综合性能上来讲, ppr管是目前性价比较高的管材,所以成为家装水管改造的首选材料。 相对于其它几种管:镀锌铁管由于存在众多缺点,建设部已于2000年 明文禁用了;铝塑管虽然耐高温性能良好,施工方便但用作热水管使用时, 由于长期的热胀冷缩会造成管壁错位以致造成渗漏;铜管耐用、环保,但 由于价格高、施工要求高而未被广泛采用。ppr塑料水管使用一段时间后, 管内壁二次污染严重,是细菌、军团菌的滋长地,成为新的人类健康杀手 和潜在的生命威胁,不宜做家庭自来水管。 在2002年ppr塑料管开始在中国家庭推广做自来水管时,北京市疾病 预防控制中心一份未公开的检验报告显示:家用ppr自来水
格式:pdf
大小:525KB
页数:4P
人气:96
4.3
60钢冷拔钢丝的球化退火 研究了60钢冷拔钢丝的球化退火工艺。结果表明,在退火温度700℃、保温3~5h情况下,60钢冷拔钢丝可获得良好的球化组织,具有较低的抗拉强度和良好的塑性。
格式:doc
大小:71KB
页数:4P
人气:96
4.5
 冷拔钢丝
冷拔钢丝 本文将详细介绍冷拔钢丝在建设工程领域的应用。首先,我们将解释冷拔钢丝的定义和特点。接着,我们将探讨冷拔钢丝在建筑结构中的应用,包括混凝土加固、预应力构件和钢筋混凝土梁等方面。然后,我们将讨论冷拔钢丝在地基加固和抗震设防中的作用。最后,我们将总结冷拔钢丝在建设工程领域的优势和发展前景。
格式:doc
大小:36KB
页数:5P
人气:96
4.8
冷拔钢丝标准 本文将详细介绍冷拔钢丝标准在建设工程领域的应用。首先,我们将介绍冷拔钢丝的定义和特点。然后,我们将详细解析冷拔钢丝标准的制定和应用。最后,我们将总结冷拔钢丝标准在建设工程中的重要性和作用。
格式:pdf
大小:374KB
页数:未知
人气:96
4.5
冷拔钢塑复合管生产的研究 阐述了冷拔钢塑复合管的生产工艺过程。对钢塑复合管的冷拔复合变形量进行了理论研究和实验比较。同时研究了钢塑复合管的工作温度范围与复合管被加热的初值及工艺条件的关系。
格式:pdf
大小:117KB
页数:未知
人气:96
4.6
L—1型冷拔钢管用润滑剂研制成功 目前国内冷拔钢管、钢丝拉拔、标准件冷镦等冷加工行业,还没有一种较理想的冷加工工艺润滑剂。一直沿用肥皂、丝光皂做润滑剂,停留在50年代的水平。存在生产效率低、污染严重、环境恶劣、成品率低、模具消耗大等一系列问题。莱州市第三化工厂研试成功一种复合型金属皂类,配有高分子有机聚合成份的工艺润滑剂。技术指标是:浓度(biv)为3.5~5.5%,游离碱
文辑创建者
我要分享 >
职位:装修施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐