林肯DC1500直流电焊机大修经验总结
2025-01-18
叙述了美国林肯DC-1500直流电焊机变压器一次线圈严重烧坏后的检查、测试、修理及试验方法。寻求较经济的大修方案,努力使修理后的电焊机达到原有技术性能,以满足钢管生产工艺需要。

 DZH—1型多功能直流电焊机
DZH—1型多功能直流电焊机 DZH—1型多功能直流电焊机
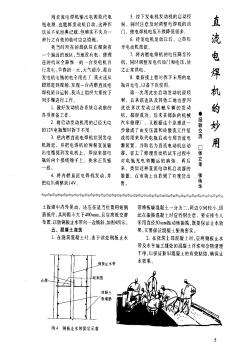
直流电焊机自动停止器 一般手工交、直流弧焊在使用过程中,由于种种原因总有一些间歇时间。这时焊机是处在空载运转状态。我国广大革命工人和革命的技术人员为了替国家节约电能、同时也为了操作安全方便,创造发明了许许多多电焊机的自动停止器。它们都具有制作简单,运行可靠的特点。下面介绍其中三种,以供同志们参者。
编辑推荐下载
格式:pdf
大小:85KB
页数:未知
人气:95
 4.4
4.4
交直流电焊机 在毛主席“自力更生”的方针指引下,根据我所机修任务的需要,我们试制了交直流两用电焊机。此电焊机的主要优点是:1.电流平稳,电流一经调整定后,在焊接过程中基本衡定,保证了焊接质量。
格式:pdf
大小:131KB
页数:未知
人气:95
4.6
直流电焊机的整体维修 直流电焊机在长期使用过程中,由于炭刷和换向器长期磨擦接触,会使换向器产生磨损,出现沟槽,影响使用。修理时通常是把电焊机拆开,抽出转子,在车床上车去上面的沟槽,再加工出绝缘槽,然后装机使用。这样不仅工作量大,修理周期长,而且加工后很难保证同心度,反而加速了磨损。采用整机修理的方法可以解决上述问题。具体做法是:以电焊机的自转为切削动力,保证同心度。先拆下电焊机两端的防尘罩和炭刷防尘罩,再取下炭刷和一个炭刷架,打开电焊机两端的轴承盖,切断发电机激磁电源。然后
热门文档 林肯DC1500直流电焊机大修经验总结
格式:pdf
大小:52KB
页数:4P
人气:95
4.4

技术协议书 项目: 甲方: 乙方: 签订日期:二00九年五月日 逆变式直流电焊机技术协议 甲方: 乙方: 甲方向乙方订购逆变式直流弧焊机6台,交流电焊机各6台,为确保产品的质量和各 种性能,经双方协商签订以下技术协议。本协议书作为商务合同的一部分,同商务合同具有 同等法律效力。 一、甲方提供逆变式直流电焊机、交流电焊机的性能参数: 设备名称性能要求数量 逆变式直流电焊机 规格型号:zx7-400 额定输入电压/频率:ac380 额定输出功率:36 额定输入电源容量:50/60 额定负载持续率:60% 输出电流调节范围:40-400 功率因数:0.93 输出空载电压:72 外壳防护等级:ip21(ip21s) 绝缘等级:b(f) 适用焊条直径(mm):2.5-6
格式:pdf
大小:5KB
页数:2P
人气:95
4.7

电焊打了眼睛怎么办,电焊光伤眼急救知识 长时间不戴防护眼睛看电焊弧光,眼睛会被电弧光中强烈的紫外线所刺激,从而发生电光性眼炎, 即平常所说的电弧光"打"了眼睛。电光性眼炎的主要症状是眼睛磨痛、流泪、怕光。从眼睛被电弧光照射 到出现症状,大约要经过2-10个小时。电光性眼炎如果继发感染,而造成角膜溃疡,好后也会有角膜薄翳 而影响视力。万一发生电光性眼炎,可到医院就医,用4%奴夫卡因药水点眼,症状会和有快缓解。但是, 电光性眼炎的发病多数在夜间、在家里出现,掌握必要的急救措施,可减轻痛苦。 急救措施 1.发生了电光性眼炎后,其简便的应急措施是用煮过而又冷却的人奶或鲜牛奶点眼,也能止痛。 2.使用方法是,开始几分钟点一次,而后,随着症状的减轻,点人奶或牛奶的时间可适当地延长。 3.还可用毛巾浸冷水敷眼,闭目休息。 4.经过应急处理后,除了休息外,还要注意减少光的刺激,并尽量减少眼
格式:pdf
大小:142KB
页数:未知
人气:95
4.5
交、直流电焊机自动启停器 我们小组在接到生产自动启停器的任务后,遵照毛主席“人民群众有无限的创造力”的教导,在一无图纸、二无资料的情况下,群策群力,日夜奋战,经过多次试验,试制成功了交、直流电焊机自动启停器。下面简略介绍一下,供兄弟单位参考。第一种类型:交流电焊机自动启停器,其线路见图1。
精华文档 林肯DC1500直流电焊机大修经验总结
格式:pdf
大小:115KB
页数:未知
人气:95
4.4
直流电焊机自动运行开关 一般电焊机的有效使用时间很少能达到40%以上,不少电力都消耗在空载运行中,这对焊机使用寿命也有一定影响。为了减少焊机空载损耗,我厂陈耀康同志设计试制了自动运行开关,经过使用证明效果明显,性能可靠。一、自动运行开关基本结构原理:合上电源开关k、变压器b接通电源,红指示灯d_1亮。当焊条触及工
格式:pdf
大小:62KB
页数:13P
人气:95
4.4

什么是直流电焊机直流电焊机工作原理是什么直流电焊机特点有哪些 直流电焊机是输出电源为直流电源的电焊机,具有引弧容易,电弧稳定和焊接质量好等优点。 直流的电焊机可以说也是一个大功率的整流器,通常来说对焊接质量要求较高的工件采用直 流电焊机进行焊接。以下是为大家提供的什么是直流电焊机?直流电焊机工作原理是什么? 直流电焊机特点有哪些? 直流电焊机的基本原理 直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后, 再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电 压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到 使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特 性。 直流电焊机的技术指标 呢罔呣申博开户www.yinyaj
格式:pdf
大小:276KB
页数:未知
人气:95
4.8
交直流电焊机节电控制器 本溪钢铁公司动力厂,在毛主席的“备战、备荒、为人民”的伟大战略方针指引下,“自力更生”、“艰苦奋斗”,利用大部分废旧元件试制成功交直流电焊机节电控制器。经过四个多月的实际运行,节电控制器工作稳定,节电效果显著,使用后的交直流电焊机的电能消耗量分别可降低13.8%和27.7%。其电气原理图如图1。
格式:pdf
大小:170KB
页数:未知
人气:95
4.6
直流电焊机空载自动断电装置 直流电焊机空载自动断电装置利用空载电压大大高于焊接电压的特点,通过控制电焊机的空载运行时间来达到节能的目的。当焊条和工件接触时,电焊机立即自动起动,当焊条离开工件并超过一定时间而不继续焊接时,电焊机就自动停车。这样,既节省了电焊机空载运行的有功损耗,又改善了网路的功率因数。直流电焊机自动断电装置原理图见图1,每台改装的成本费约200元,可
最新文档 林肯DC1500直流电焊机大修经验总结
格式:pdf
大小:523KB
页数:未知
人气:95
4.7
直流电焊机的节电装置 目前我厂广泛使用ax—320型裂极式直流电焊机。因其在焊接过程中过载能力强,输出直流脉动小,焊接火花飞溅小,故易于保证焊接质量,深受焊工们的欢迎。但其缺点是:空载损耗大,功率因素低,因此对这种电焊机采用空载自动停机装置,对于节电,降低噪声,提高系统功率因素,都有一定的意义。1982年起,我厂进行了电焊机节电装置的研制工作,并试制了三种类型的电焊机节电装置,兹介绍如下:
格式:pdf
大小:1.8MB
页数:13P
人气:95
4.6
范文范例参考指导 word格式整理 逆变电焊机的基本工作原理 逆变电焊机主要是逆变器产生的逆变式弧焊电源,又称弧焊逆变器,是一种新型的焊接电源。 是将工频(50hz)交流电,先经整流器整流和滤波变成直流,再通过大功率开关电子元件 (晶闸管scr、晶体管gtr、场效应管mosfet或igbt),逆变成几khz~几十khz的中 频交流电,同时经变压器降至适合于焊接的21-28v电压,再次整流并经电抗滤波输出相当 平稳的直流焊接电流。其变换顺序可简单地表示为: 工频交流(经整流滤波)→直流(经逆变)→中频交流(降压、整流、滤波)→直流。 即为:ac→dc→ac→dc 因为逆变降压后的交流电,由于其频率高,则感抗大,在焊接回路中有功功率就会大大降低。 所以需再次进行整流。这就是目前所常用的逆变电焊机的机制。逆变电源的特点: 弧焊逆变器的基本特点是工作频
格式:pdf
大小:596KB
页数:2P
人气:95
4.6
直流电焊机维修的重点剖析 文章分析了直流电焊机的基本原理及基本性能,并根据直流电焊机操作、维护和故障检修特点,直流电焊机的相应的故障进行正常的排查以及维修的方式。
格式:pdf
大小:417KB
页数:4P
人气:95
4.6
交直流电焊机自动检测系统 阐述了交直流电焊机检测系统及其应用软件设计,介绍了该系统软件的综合设计方法,并附现场调试情况简述。
格式:pdf
大小:160KB
页数:未知
人气:95
4.8
佳灵牌IL-ZX7逆变直流电焊机 成都市佳灵电气公司推出了佳灵牌il-zx7逆变直流电焊机,荣获国家金奖。该产品应用逆变器把50hz的交流电变成其它频率的交流电,变压器缩小了90%。它与ax7-400直流弧焊发电机相比,重量为1/10,
格式:pdf
大小:427KB
页数:3P
人气:95
4.5
交、直流电焊机特性自动检测系统 文中阐述了直、交流电焊机检测系统的基本设计思想,介绍了系统设计的基本思路、转换系数的确定方法、结构体数据的文件存储和调用、按键处理、保存及恢复屏幕内容等.经现场调试,需要检测的几类大项基本上达到了要求,但检测数据与实际值上的一些偏差表明在硬件方面输出需要进一步稳定,在软件方面滤波方法需要进一步改进.
格式:pdf
大小:100KB
页数:未知
人气:95
4.4
半导体直流电焊机試制成功 我段革新組张芝圃、于孝智两同志,在文化大革命运动中,遵照毛主席“抓革命,促生產”的指示,积极响应党中央的号召,不但在抓革命方面爭当闖将,在生产上更是争当模范。自1965年10月开始研究試制半导体硅整流电焊机,經一年多的多次試驗、改制,突破重重困难,克服了找不到資料,沒有原材料的多項难关,終于在今年4月試制
格式:pdf
大小:25KB
页数:2P
人气:95
4.5
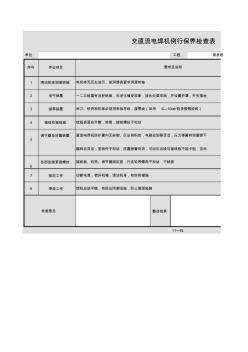
单位:工程: 序号作业项目 1清洁机体润滑转轴 2电气装置 3接零装置 4接线柱接线板 5 调节器及防震装置 6 各部连接紧固螺丝 7班后工作 8停放工作 整改结果 焊机应放平稳,有防尘防潮设施,防止潮湿短路 检查意见 11—5 器转动灵活,坚固件不松动,防震弹簧有效,可动引出线与接线板不能卡阻,空间 接线板、机壳、调节器固定座,行走轮等螺母不松动,不缺损 切断电源,锁好机箱,清洁机身,有防雨措施 闸刀、铁壳和机体必须用单独导线,接零线(如用6—10m㎡的多股铜绞线) 线板表面应平整,绝缘,接线螺丝不松动 直流电焊机防护罩内无杂物、灰尘和积炭,电刷应划移灵活,压力弹簧有效磨损不 交直流电焊机例行保养检查表 倒表格 要求及说明 电机体无灰尘油污,按润滑表要求润滑转轴 一二次线要有良好绝缘,无老化破皮现象,接头处要牢固,并设置护罩,开关接地 检查时间: 检查人 ,空间无障碍
格式:pdf
大小:203KB
页数:6P
人气:95
4.4
ZX7—300(IGBT)逆变直流电焊机的研制 ZX7—300(IGBT)逆变直流电焊机的研制
格式:pdf
大小:104KB
页数:未知
人气:95
4.5
AX_7-500型直流电焊机改平特性的方法 最近我厂将一台ax_7-500型直流弧焊机改装后,使其具有平特性,以适用于熔化极气体保护焊,或等速送丝埋弧焊。其改装方法是:1.将a、b两点断开,a点引出,在接线板上增加一个接线柱14,做为焊机输出的正极(如图1所示)。
文辑创建者
我要分享 >
职位:线路结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐